
- 18
- Oct
Detaljerad förklaring av högfrekvent induktionshärdningsprocess av kulstift
Detaljerad förklaring av högfrekvens induktionshärdning processen med kulspets
Högfrekventa induktionshärdningskrav: Enligt kraven i olika modeller kan du välja superljudinduktionshärdningsutrustning och medelhög frekvenshärdningsutrustning för att härda kulstiftets yta)
I allmänhet är kylningsläget annorlunda beroende på de olika kulstiftsmodellerna. Till exempel är det effektiva djupet för högfrekvent släckning för tunga lastbilstypkulstänger i allmänhet 2-3 mm, och kylningsläget kräver att kulhuvudet och kulstiftet släcks som en helhet. För ytbehandlingen av bilens kulstift behövs inte den övergripande släckningen, och endast släckningen av kulhuvudet kan tillfredsställa dess slitstyrka och draghållfasthet.
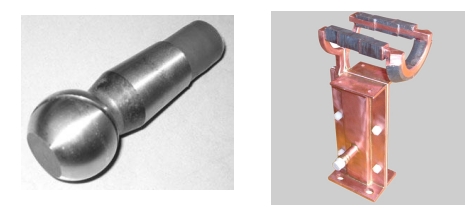
Kulstiftdelar Fig. 1 Kulstift högfrekvent härdande induktor Fig.2
Kulstiftets tillverkningsprocess: rund ståltäckning-superljudfrekvensinduktionsuppvärmning-smide-skärning-högfrekvent släckningsenhet.
För att förhindra förekomst av olika produkter, defekta produkter, felmontering etc. vidtas motsvarande åtgärder för att förhindra misstag, och en helt digital inspektionsmaskin som kan inspektera vridmoment, svängningsvinkel etc. kombineras och ställs in i varje bearbeta. mitten.