
- 09
- Oct
Pag-init sa ibabaw nga pagpagahi sa pag-init
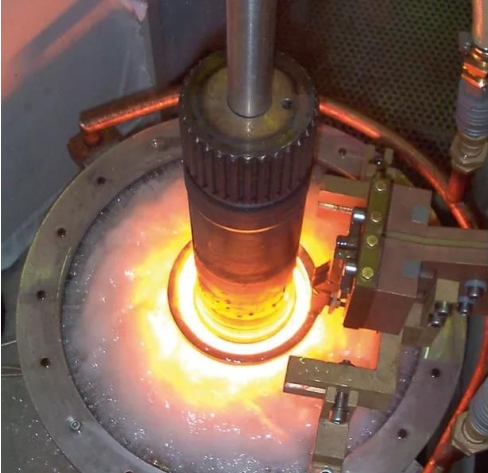
Pag-init sa ibabaw nga pagpagahi sa pag-init
Paagi sa pagpaandar: Ibutang ang bahin sa asero sa inductor aron maaghat ang karon nga bahin sa ibabaw sa bahin nga asero, ipainit kini sa nakapalong nga temperatura sa mubo kaayo nga panahon, ug pagkahuman isablig ang tubig aron mabugnaw kini.
Katuyoan: Aron mapaayo ang katig-a sa nawong, magsul-ob og resistensya ug kusog sa pagkakapoy sa mga bahin sa asero, ug mapadayon ang pagkagahi sa kinauyokan.
Mga punto sa aplikasyon:
1. Kasagaran gigamit alang sa medium carbon steel ug Zhongtang alloy nga istruktura nga steel nga mga bahin;
2. Tungod sa epekto sa panit, ang high-frequency induction hardening layer sa kasagaran 1 ~ 2mm, ang medium-frequency quenching sa kasagaran 3 ~ 5mm, ug ang high-frequency quenching sa kadaghanan labaw sa 10mm.
10. Carburizing
Paagi sa operasyon: Ibutang ang bahin sa asero sa medium sa carburizing, ipainit kini hangtod 900 ~ 950 degrees ug ipainit kini, aron ang ibabaw nga bahin sa asero makakuha usa ka piho nga konsentrasyon ug giladmon sa carburized layer.
Katuyoan: Aron mapaayo ang katig-a sa nawong, magsul-ob sa resistensya ug kakapoy sa mga bahin sa asero, ug ang panguna nga bahin nagpadayon nga matig-a.
Mga punto sa aplikasyon:
1. Gigamit alang sa mga low-carbon steel ug low-alloy steel nga bahin nga adunay carbon content nga 0.15% hangtod 0.25%, sa kinatibuk-an ang giladmon sa carburized layer.
