
- 09
- Oct
Induksjonsoppvarming overflate herding
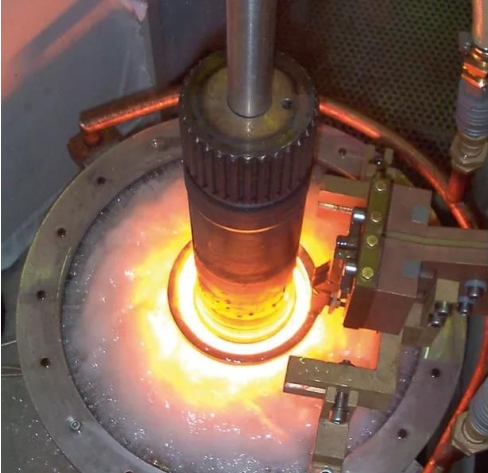
Induksjonsoppvarming overflate herding
Driftsmetode: Sett ståldelen i induktoren for å indusere strøm på overflaten av ståldelen, varm den til slukke -temperaturen på veldig kort tid, og spray deretter vann for å avkjøle den.
Formål: Å forbedre overflatens hardhet, slitestyrke og slitestyrke til ståldeler, og å opprettholde seighet i kjernen.
Søknadspunkter:
1. Mest brukt til mellomstore karbonstål og Zhongtang -legering strukturelle ståldeler;
2. På grunn av hudeffekten er det høyfrekvente induksjonsherdingslaget vanligvis 1 ~ 2 mm, mediumfrekvensen slukking er vanligvis 3 ~ 5 mm, og høyfrekvent slukking er generelt større enn 10 mm.
10. Karburisering
Driftsmetode: Sett ståldelen i karbureringsmediet, varm den til 900 ~ 950 grader og hold den varm, slik at overflaten på ståldelen kan oppnå en viss konsentrasjon og dybde av det karburerte laget.
Formål: For å forbedre overflathardheten, slitestyrken og utmattelsesstyrken til ståldeler, og kjernedelen opprettholder fortsatt seighet.
Søknadspunkter:
1. Brukes til lavkarbonstål og lavlegerte ståldeler med et karboninnhold på 0.15% til 0.25%, vanligvis dybden av det karburerte laget.
