
- 09
- Oct
प्रेरण हीटिंग सतह कडा
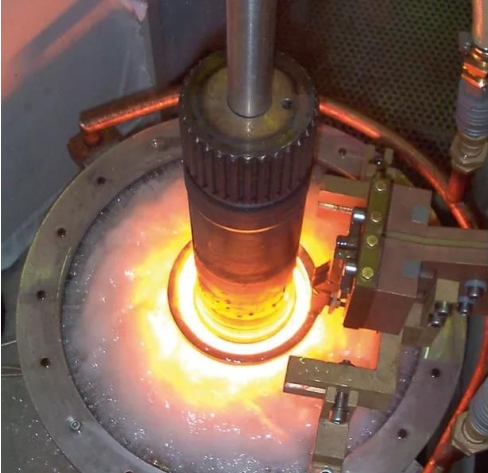
सञ्चालन विधि: इस्पात भाग को सतह मा वर्तमान लाई प्रेरित गर्न को लागी प्रेरक मा इस्पात भाग राख्नुहोस्, यो एक धेरै छोटो समय मा शमन तापमान मा तातो, र त्यसपछि पानी स्प्रे यसलाई ठंडा गर्न।
उद्देश्य: सतह कठोरता सुधार गर्न, प्रतिरोध र इस्पात भागहरु को थकान शक्ति लगाउन, र कोर मा कठोरता कायम राख्न।
आवेदन बिन्दुहरु:
1. ज्यादातर मध्यम कार्बन स्टील र Zhongtang मिश्र धातु संरचनात्मक इस्पात भागहरु को लागी प्रयोग गरीन्छ;
२. छाला को प्रभाव को कारण, उच्च आवृत्ति प्रेरण कडा परत सामान्यतया १ ~ २mm, मध्यम आवृत्ति शमन सामान्यतया ३ ~ ५mm छ, र उच्च आवृत्ति शमन सामान्यतया १०mm भन्दा ठूलो छ।
10. Carburizing
अपरेशन विधि: स्टील भाग कार्बराइजिंग माध्यम मा राख्नुहोस्, यसलाई 900 ~ 950 डिग्री मा तातो र यसलाई तातो राख्नुहोस्, ताकि स्टील भाग को सतह एक निश्चित एकाग्रता र carburized परत को गहिराई प्राप्त गर्न सक्नुहुन्छ।
उद्देश्य: सतह कठोरता सुधार गर्न, प्रतिरोध र इस्पात भागहरु को थकान शक्ति लगाउन, र कोर भाग अझै पनी कठोरता कायम राख्छ।
आवेदन बिन्दुहरु:
१. ०.१५% बाट ०.२५% को कार्बन सामग्री संग कम कार्बन इस्पात र कम मिश्र धातु इस्पात भागहरु को लागी प्रयोग गरीन्छ, सामान्यतया कार्बराइज्ड तह को गहिराई।
