
- 09
- Oct
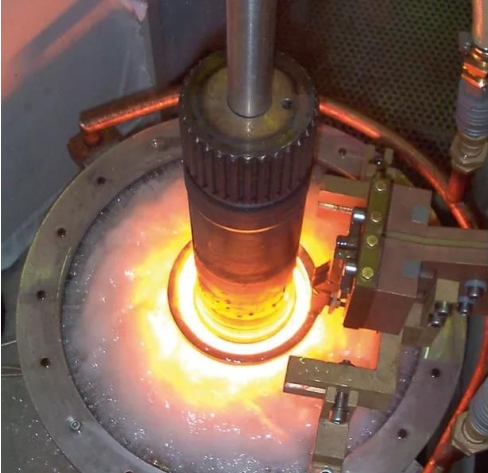
Oberflächenhärtung mit Induktionserwärmung
Oberflächenhärtung mit Induktionserwärmung
Betriebsmethode: Legen Sie das Stahlteil in den Induktor, um Strom auf der Oberfläche des Stahlteils zu induzieren, erhitzen Sie es in sehr kurzer Zeit auf die Abschrecktemperatur und sprühen Sie dann Wasser, um es abzukühlen.
Zweck: Verbesserung der Oberflächenhärte, Verschleißfestigkeit und Dauerfestigkeit von Stahlteilen und Erhalt der Zähigkeit im Kern.
Anwendungspunkte:
1. Meistens verwendet für Stahlteile aus mittlerem Kohlenstoffstahl und legiertem Baustahl von Zhongtang;
2. Aufgrund des Skin-Effekts beträgt die Hochfrequenz-Induktionshärtungsschicht im Allgemeinen 1 bis 2 mm, die Mittelfrequenz-Abschreckung beträgt im Allgemeinen 3 bis 5 mm und die Hochfrequenz-Abschreckung ist im Allgemeinen größer als 10 mm.
10. Aufkohlen
Betriebsmethode: Legen Sie das Stahlteil in das Aufkohlungsmedium, erhitzen Sie es auf 900 ~ 950 Grad und halten Sie es warm, damit die Oberfläche des Stahlteils eine bestimmte Konzentration und Tiefe der Aufkohlungsschicht erhalten kann.
Zweck: Zur Verbesserung der Oberflächenhärte, Verschleißfestigkeit und Ermüdungsfestigkeit von Stahlteilen, wobei das Kernteil weiterhin Zähigkeit behält.
Anwendungspunkte:
1. Wird für kohlenstoffarme und niedriglegierte Stahlteile mit einem Kohlenstoffgehalt von 0.15% bis 0.25% verwendet, im Allgemeinen die Tiefe der aufgekohlten Schicht.
