
- 09
- Oct
誘導加熱表面硬化
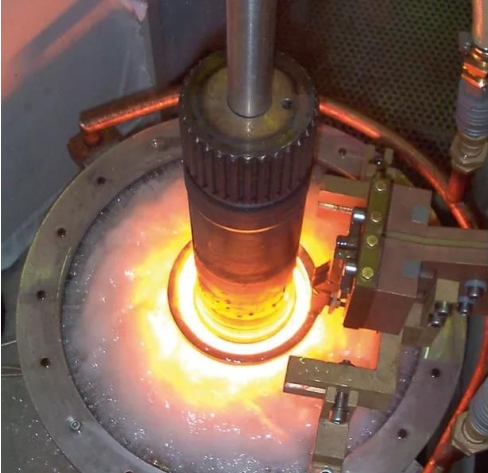
操作方法:鋼部品をインダクターに入れて鋼部品の表面に電流を誘導し、非常に短時間で焼入れ温度まで加熱し、水を噴霧して冷却します。
目的:鋼部品の表面硬度、耐摩耗性、疲労強度を向上させ、コアの靭性を維持します。
アプリケーションポイント:
1.主に中炭素鋼および中唐合金構造用鋼部品に使用されます。
2.表皮効果により、高周波高周波焼入れ層は一般に1〜2mm、中周波焼入れは通常3〜5mm、高周波焼入れは通常10mmを超えます。
10.浸炭
操作方法:鋼部品を浸炭媒体に入れ、900〜950度に加熱して保温し、鋼部品の表面が一定の濃度と深さの浸炭層を得ることができるようにします。
目的:鋼部品の表面硬度、耐摩耗性、疲労強度を向上させ、コア部品は依然として靭性を維持します。
アプリケーションポイント:
1.炭素含有量が0.15%から0.25%、通常は浸炭層の深さの低炭素鋼および低合金鋼の部品に使用されます。
