
- 09
- Oct
Induksion isitish sirtining qattiqlashishi
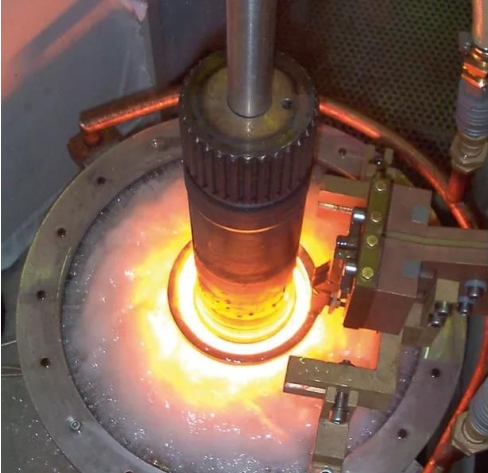
Induksion isitish sirtining qattiqlashishi
Ishlash usuli: po’latdan yasalgan qismning yuzasida oqim hosil qilish uchun po’lat qismni induktorga qo’ying, uni juda qisqa vaqt ichida söndürme haroratiga qizdiring va keyin sovutish uchun suv seping.
Maqsad: po’latdan yasalgan qismlarning qattiqligini, aşınmaya bardoshliligini va charchashini yaxshilash va yadroda mustahkamlikni saqlash.
Qo’llash nuqtalari:
1. Ko’pincha o’rta uglerodli po’lat va Zhongtang qotishma strukturaviy po’lat qismlari uchun ishlatiladi;
2. Teri effekti tufayli yuqori chastotali indüksiyon qotish qatlami odatda 1 ~ 2 mm, o’rta chastotali söndürme odatda 3 ~ 5 mm va yuqori chastotali söndürme odatda 10 mm dan katta.
10. Karbürizasyon
Ishlash usuli: Po’lat qismni karbürizasyon muhiti ichiga joylashtiring, uni 900 ~ 950 darajaga qadar qizdiring va issiq saqlang, shunda po’lat qismning yuzasi karbürize qilingan qatlamning ma’lum kontsentratsiyasini va chuqurligini oladi.
Maqsad: po’latdan yasalgan qismlarning qattiqligini, aşınma qarshiligini va charchash kuchini yaxshilash uchun va yadro qismi hali ham qattiqlikni saqlaydi.
Qo’llash nuqtalari:
1. Uglerod miqdori 0.15% dan 0.25% gacha, umuman karburlangan qatlamning chuqurligi past karbonli po’lat va past qotishma po’lat qismlar uchun ishlatiladi.
