
- 09
- Oct
Індукційне нагрівання поверхні нагрівання
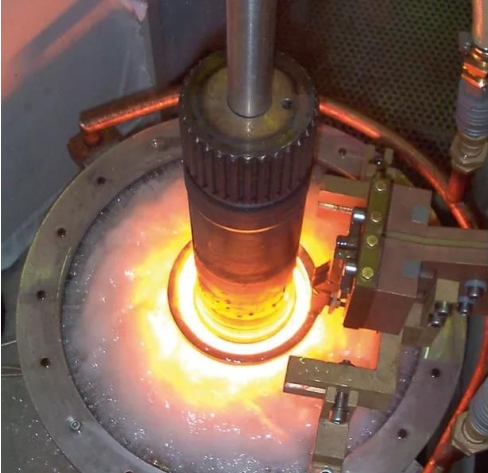
Індукційне нагрівання поверхні нагрівання
Спосіб роботи: Покладіть сталеву деталь в індуктор, щоб викликати струм на поверхні сталевої деталі, нагріти її до температури загартування за дуже короткий час, а потім розбризкувати воду, щоб охолодити її.
Мета: Для поліпшення твердості поверхні, зносостійкості та втомної міцності сталевих деталей, а також для підтримки в’язкості в серцевині.
Точки застосування:
1. Здебільшого використовується для деталей із конструкційної сталі із середньої вуглецевої сталі та сплаву Чжунтан;
2. Завдяки шкірному ефекту високочастотний індукційний загартовувальний шар зазвичай становить 1 ~ 2 мм, середньочастотне загартування зазвичай становить 3 ~ 5 мм, а високочастотне загартування зазвичай більше 10 мм.
10. Цементація
Спосіб експлуатації: Помістіть сталеву деталь у вуглецеве середовище, нагрійте її до 900 ~ 950 градусів і тримайте в теплі, щоб поверхня сталевої деталі могла отримати певну концентрацію та глибину шару вуглецю.
Призначення: Для поліпшення твердості поверхні, зносостійкості та втомної міцності сталевих деталей, а основна частина зберігає міцність.
Точки застосування:
1. Використовується для деталей з низьковуглецевої сталі та низьколегованої сталі з вмістом вуглецю від 0.15% до 0.25%, як правило, на глибині вуглецевого шару.
