
- 09
- Oct
Indukciós fűtőfelület keményedése
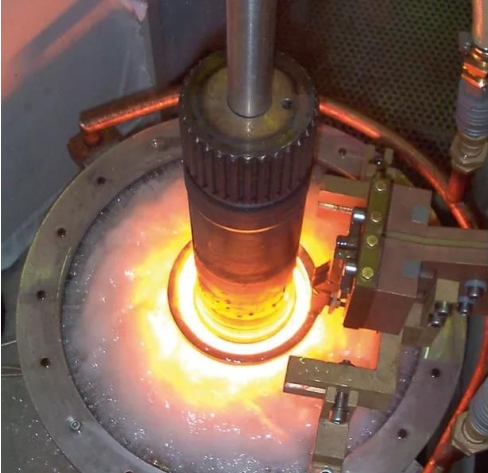
Indukciós fűtőfelület keményedése
Működési módszer: Tegye az acél alkatrészt az induktorba, hogy áramot indítson az acélrész felületén, melegítse fel a kioltási hőmérsékletre nagyon rövid idő alatt, majd permetezzen vizet, hogy lehűtse.
Cél: Az acél alkatrészek felületi keménységének, kopásállóságának és fáradási szilárdságának javítása, valamint a szívósság megőrzése.
Alkalmazási pontok:
1. Többnyire közepes szénacél és Zhongtang ötvözött szerkezeti acél alkatrészekhez használják;
2. A bőrhatás miatt a nagyfrekvenciás indukciós keményítő réteg általában 1–2 mm, a középfrekvenciás kioltás általában 3–5 mm, és a nagyfrekvenciás kioltás általában nagyobb, mint 10 mm.
10. Karbonizálás
Működési módszer: Tegye az acél részt a szénsavas közegbe, melegítse fel 900 ~ 950 fokra, és tartsa melegen, hogy az acélrész felülete bizonyos koncentrációjú és mélységű szénsavas réteget kapjon.
Cél: Az acél alkatrészek felületi keménységének, kopásállóságának és fáradási szilárdságának javítása, és a magrész továbbra is megőrzi szilárdságát.
Alkalmazási pontok:
1. Alacsony széntartalmú acél és alacsony ötvözetű acél alkatrészekhez használják, amelyek széntartalma 0.15–0.25%, általában a szénsavas réteg mélysége.
