
- 09
- Oct
ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು
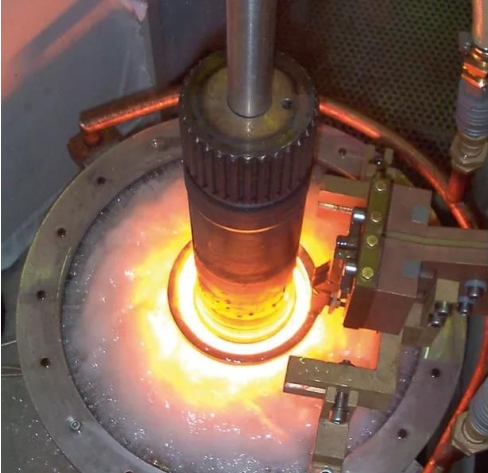
ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು
ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನ: ಉಕ್ಕಿನ ಭಾಗದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಪ್ರವಾಹವನ್ನು ಉಂಟುಮಾಡಲು ಉಕ್ಕಿನ ಭಾಗವನ್ನು ಇಂಡಕ್ಟರ್ಗೆ ಹಾಕಿ, ತಣ್ಣಗಾಗುವ ತಾಪಮಾನಕ್ಕೆ ಅದನ್ನು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ಬಿಸಿ ಮಾಡಿ, ತದನಂತರ ನೀರನ್ನು ಸಿಂಪಡಿಸಿ.
ಉದ್ದೇಶ: ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಸುಧಾರಿಸಲು, ಉಕ್ಕಿನ ಭಾಗಗಳ ಪ್ರತಿರೋಧ ಮತ್ತು ಆಯಾಸದ ಬಲವನ್ನು ಧರಿಸಲು ಮತ್ತು ಕೋರ್ನಲ್ಲಿ ಗಡಸುತನವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು.
ಅಪ್ಲಿಕೇಶನ್ ಅಂಕಗಳು:
1. ಹೆಚ್ಚಾಗಿ ಮಧ್ಯಮ ಇಂಗಾಲದ ಉಕ್ಕು ಮತ್ತು hೊಂಗ್ತಾಂಗ್ ಮಿಶ್ರಲೋಹದ ರಚನಾತ್ಮಕ ಉಕ್ಕಿನ ಭಾಗಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ;
2. ಚರ್ಮದ ಪರಿಣಾಮದಿಂದಾಗಿ, ಅಧಿಕ-ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗಿಸುವ ಪದರವು ಸಾಮಾನ್ಯವಾಗಿ 1 ~ 2 ಮಿಮೀ, ಮಧ್ಯಮ-ಆವರ್ತನ ತಣಿಸುವಿಕೆ ಸಾಮಾನ್ಯವಾಗಿ 3 ~ 5 ಮಿಮೀ, ಮತ್ತು ಅಧಿಕ-ಆವರ್ತನ ತಣಿಸುವಿಕೆಯು ಸಾಮಾನ್ಯವಾಗಿ 10 ಮಿಮೀ ಗಿಂತ ಹೆಚ್ಚಿರುತ್ತದೆ.
10. ಕಾರ್ಬರೈಸಿಂಗ್
ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನ: ಉಕ್ಕಿನ ಭಾಗವನ್ನು ಕಾರ್ಬರೈಸಿಂಗ್ ಮಾಧ್ಯಮಕ್ಕೆ ಹಾಕಿ, ಅದನ್ನು 900 ~ 950 ಡಿಗ್ರಿಗಳಿಗೆ ಬಿಸಿ ಮಾಡಿ ಮತ್ತು ಬೆಚ್ಚಗೆ ಇರಿಸಿ, ಇದರಿಂದ ಉಕ್ಕಿನ ಭಾಗದ ಮೇಲ್ಮೈ ನಿರ್ದಿಷ್ಟ ಸಾಂದ್ರತೆ ಮತ್ತು ಕಾರ್ಬರೈಸ್ಡ್ ಪದರದ ಆಳವನ್ನು ಪಡೆಯಬಹುದು.
ಉದ್ದೇಶ: ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಸುಧಾರಿಸಲು, ಉಕ್ಕಿನ ಭಾಗಗಳ ಪ್ರತಿರೋಧ ಮತ್ತು ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ಧರಿಸಿ, ಮತ್ತು ಕೋರ್ ಭಾಗವು ಇನ್ನೂ ಗಡಸುತನವನ್ನು ಕಾಯ್ದುಕೊಳ್ಳುತ್ತದೆ.
ಅಪ್ಲಿಕೇಶನ್ ಅಂಕಗಳು:
1. ಕಡಿಮೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಮತ್ತು ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿನ ಭಾಗಗಳಿಗೆ 0.15% ರಿಂದ 0.25% ಇಂಗಾಲದ ಅಂಶದೊಂದಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ, ಸಾಮಾನ್ಯವಾಗಿ ಕಾರ್ಬರೈಸ್ಡ್ ಪದರದ ಆಳ.
