
- 09
- Oct
ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਤਹ ਕਠੋਰ
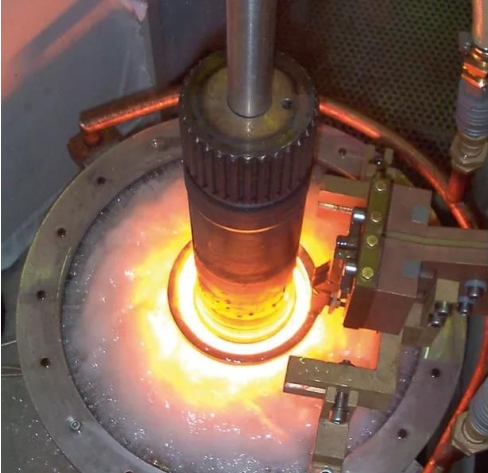
ਸੰਚਾਲਨ ਵਿਧੀ: ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਨੂੰ ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਦੀ ਸਤਹ ‘ਤੇ ਕਰੰਟ ਲਿਆਉਣ ਲਈ ਇੰਡਕਟਰ ਵਿੱਚ ਪਾਓ, ਬਹੁਤ ਘੱਟ ਸਮੇਂ ਵਿੱਚ ਇਸਨੂੰ ਬੁਝਾਉਣ ਵਾਲੇ ਤਾਪਮਾਨ ਤੇ ਗਰਮ ਕਰੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਠੰਡਾ ਕਰਨ ਲਈ ਪਾਣੀ ਦਾ ਛਿੜਕਾਅ ਕਰੋ.
ਉਦੇਸ਼: ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ, ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰਤੀਰੋਧਤਾ ਅਤੇ ਥਕਾਵਟ ਦੀ ਸ਼ਕਤੀ ਨੂੰ ਪਹਿਨਣ ਲਈ, ਅਤੇ ਕੋਰ ਵਿੱਚ ਕਠੋਰਤਾ ਕਾਇਮ ਰੱਖਣ ਲਈ.
ਐਪਲੀਕੇਸ਼ਨ ਪੁਆਇੰਟ:
1. ਜ਼ਿਆਦਾਤਰ ਮੱਧਮ ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਝੋਂਗਟੈਂਗ ਅਲਾਏ structਾਂਚਾਗਤ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ;
2. ਚਮੜੀ ਦੇ ਪ੍ਰਭਾਵ ਦੇ ਕਾਰਨ, ਹਾਈ-ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਸਖਤ ਕਰਨ ਵਾਲੀ ਪਰਤ ਆਮ ਤੌਰ ‘ਤੇ 1 ~ 2 ਮਿਲੀਮੀਟਰ, ਮੱਧਮ-ਬਾਰੰਬਾਰਤਾ ਬੁਝਾਉਣ ਵਾਲੀ ਆਮ ਤੌਰ’ ਤੇ 3 ~ 5 ਮਿਲੀਮੀਟਰ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਉੱਚ-ਬਾਰੰਬਾਰਤਾ ਬੁਝਾਉਣ ਵਾਲੀ ਆਮ ਤੌਰ ‘ਤੇ 10 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਹੁੰਦੀ ਹੈ.
10. ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ
ਸੰਚਾਲਨ ਵਿਧੀ: ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਨੂੰ ਕਾਰਬੁਰਾਈਜ਼ਿੰਗ ਮਾਧਿਅਮ ਵਿੱਚ ਪਾਓ, ਇਸਨੂੰ 900 ~ 950 ਡਿਗਰੀ ਤੱਕ ਗਰਮ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਗਰਮ ਰੱਖੋ, ਤਾਂ ਜੋ ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਦੀ ਸਤਹ ਇੱਕ ਖਾਸ ਇਕਾਗਰਤਾ ਅਤੇ ਕਾਰਬੁਰਾਈਜ਼ਡ ਪਰਤ ਦੀ ਡੂੰਘਾਈ ਪ੍ਰਾਪਤ ਕਰ ਸਕੇ.
ਉਦੇਸ਼: ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਸੁਧਾਰਨ ਲਈ, ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਦੇ ਟਾਕਰੇ ਅਤੇ ਥਕਾਵਟ ਦੀ ਸ਼ਕਤੀ ਨੂੰ ਪਹਿਨੋ, ਅਤੇ ਮੁੱਖ ਹਿੱਸਾ ਅਜੇ ਵੀ ਕਠੋਰਤਾ ਨੂੰ ਕਾਇਮ ਰੱਖਦਾ ਹੈ.
ਐਪਲੀਕੇਸ਼ਨ ਪੁਆਇੰਟ:
1. 0.15% ਤੋਂ 0.25% ਦੀ ਕਾਰਬਨ ਸਮਗਰੀ ਵਾਲੇ ਘੱਟ-ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਘੱਟ-ਅਲਾਏ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਆਮ ਤੌਰ ‘ਤੇ ਕਾਰਬੁਰਾਈਜ਼ਡ ਪਰਤ ਦੀ ਡੂੰਘਾਈ.
