
- 09
- Oct
प्रेरण हीटिंग पृष्ठभाग कडक होणे
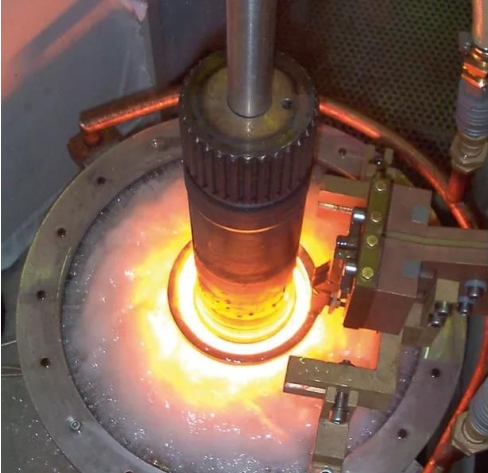
प्रेरण हीटिंग पृष्ठभाग कडक होणे
ऑपरेशन पद्धत: स्टीलच्या भागाला स्टीलच्या भागाच्या पृष्ठभागावर करंट लावण्यासाठी इंडक्टरमध्ये ठेवा, खूप कमी वेळात शमन तापमानाला गरम करा आणि नंतर ते थंड करण्यासाठी पाणी फवारणी करा.
उद्देशः पृष्ठभागाची कडकपणा सुधारण्यासाठी, स्टीलच्या भागांची प्रतिकारशक्ती आणि थकवा वाढवण्यासाठी आणि कोरमध्ये कडकपणा राखण्यासाठी.
अर्ज गुण:
1. मध्यम कार्बन स्टील आणि झोंगटांग मिश्र धातु स्ट्रक्चरल स्टील भागांसाठी मुख्यतः वापरले जाते;
2. त्वचेच्या प्रभावामुळे, हाय-फ्रिक्वेन्सी इंडक्शन हार्डनिंग लेयर साधारणपणे 1 ~ 2 मिमी असते, मध्यम-वारंवारता शमन सामान्यतः 3 ~ 5 मिमी असते आणि उच्च-वारंवारता शमन सामान्यतः 10 मिमीपेक्षा जास्त असते.
10. कार्बरायझिंग
ऑपरेशन पद्धत: स्टीलचा भाग कार्बरायझिंग माध्यमात ठेवा, तो 900 ~ 950 डिग्री पर्यंत गरम करा आणि उबदार ठेवा, जेणेकरून स्टीलच्या भागाची पृष्ठभाग कार्बराइज्ड लेयरची विशिष्ट एकाग्रता आणि खोली मिळवू शकेल.
उद्देश: पृष्ठभागाची कडकपणा सुधारण्यासाठी, स्टीलच्या भागांची प्रतिकारशक्ती आणि थकवा सामर्थ्य परिधान करा, आणि मुख्य भाग अजूनही कडकपणा राखतो.
अर्ज गुण:
1. 0.15% ते 0.25% कार्बनयुक्त लो-कार्बन स्टील आणि लो-अॅलॉय स्टील भागांसाठी वापरले जाते, साधारणपणे कार्बराइज्ड लेयरची खोली.
