
- 09
- Oct
Induktionsvärme yta härdning
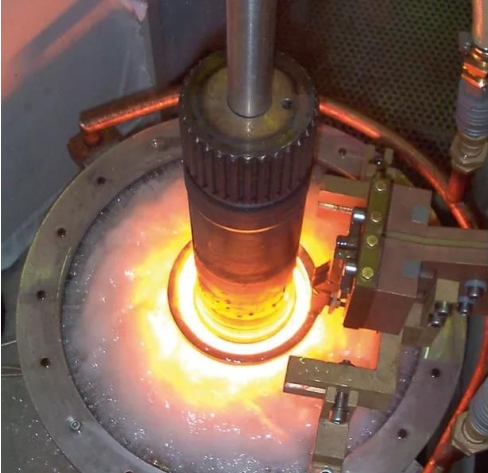
Driftsmetod: Sätt in ståldelen i induktorn för att inducera ström på ståldelens yta, värm den till släckningstemperaturen på mycket kort tid och spraya sedan vatten för att kyla den.
Syfte: Att förbättra ythårdheten, slitstyrkan och utmattningshållfastheten hos ståldelar och att bibehålla segheten i kärnan.
Ansökningspunkter:
1. Används mest för medelstora kolstål och Zhongtang -legeringar av konstruktionsstål;
2. På grund av hudeffekten är det högfrekventa induktionshärdningsskiktet i allmänhet 1 ~ 2 mm, medelfrekvenskylningen är i allmänhet 3 ~ 5 mm och högfrekvenskylningen är i allmänhet större än 10 mm.
10. Förkolning
Driftsmetod: Sätt ståldelen i förkolningsmediet, värm den till 900 ~ 950 grader och håll den varm, så att ytan på ståldelen kan få en viss koncentration och djup av det förkolnade skiktet.
Syfte: För att förbättra ythårdheten, slitstyrkan och utmattningshållfastheten hos ståldelar, och kärndelen bibehåller fortfarande segheten.
Ansökningspunkter:
1. Används för lågkolstål och låglegerade ståldelar med en kolhalt av 0.15% till 0.25%, i allmänhet djupet av det förkolnade skiktet.
