
- 09
- Oct
İndüksiyon ısıtma yüzey sertleştirme
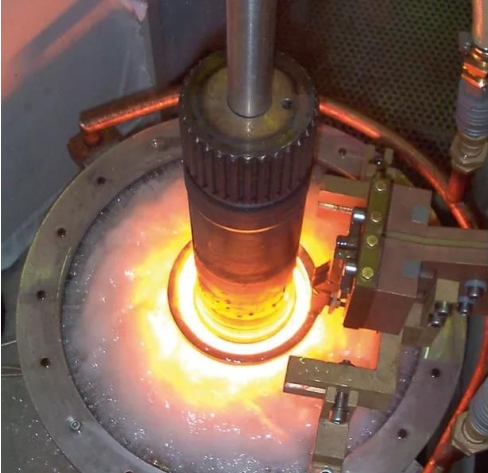
İndüksiyon ısıtma yüzey sertleştirme
Çalışma yöntemi: Çelik parçanın yüzeyinde akımı indüklemek için çelik parçayı indüktöre koyun, çok kısa sürede söndürme sıcaklığına ısıtın ve ardından soğutmak için su püskürtün.
Amaç: Çelik parçaların yüzey sertliğini, aşınma direncini ve yorulma mukavemetini iyileştirmek ve çekirdekte tokluğu korumak.
Uygulama noktaları:
1. Çoğunlukla orta karbonlu çelik ve Zhongtang alaşımlı yapısal çelik parçalar için kullanılır;
2. Cilt etkisi nedeniyle, yüksek frekanslı indüksiyon sertleştirme tabakası genellikle 1 ~ 2 mm’dir, orta frekanslı su verme genellikle 3 ~ 5 mm’dir ve yüksek frekanslı su verme genellikle 10 mm’den büyüktür.
10. Karbürleme
Çalışma yöntemi: Çelik parçayı karbonlama ortamına koyun, 900 ~ 950 dereceye kadar ısıtın ve sıcak tutun, böylece çelik parçanın yüzeyi belirli bir konsantrasyon ve karbonlu tabaka derinliği elde edebilir.
Amaç: Çelik parçaların yüzey sertliğini, aşınma direncini ve yorulma mukavemetini iyileştirmek ve çekirdek parça hala tokluğu korur.
Uygulama noktaları:
1. Karbon içeriği %0.15 ila %0.25 olan düşük karbonlu çelik ve düşük alaşımlı çelik parçalar için kullanılır, genellikle karbonlanmış tabakanın derinliği.
