- 08
- Oct
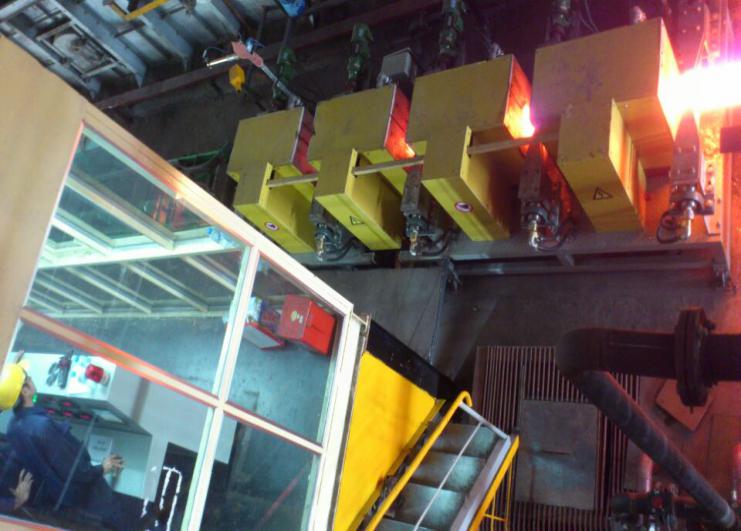
ઇન્ડક્શન હીટિંગ સપાટી સખ્તાઇ અને પરંપરાગત જ્યોત ગરમીની સરખામણી
ની તુલના ઇન્ડક્શન હીટિંગ સપાટી સખ્તાઇ અને પરંપરાગત જ્યોત ગરમી
1. ઇન્ડક્શન હીટિંગ આંતરિક ગરમીના સ્ત્રોત દ્વારા સીધી ગરમીથી સંબંધિત છે, અને ગરમીનું નુકસાન ઓછું છે, તેથી ગરમીની ઝડપ ઝડપી છે અને થર્મલ કાર્યક્ષમતા ઊંચી છે.
2. હીટિંગ પ્રક્રિયા દરમિયાન, ટૂંકા ગરમીના સમયને કારણે, ભાગોની સપાટી પર ઓક્સિડેશન અને ડીકાર્બ્યુરાઇઝેશન ઓછું થાય છે. પરંપરાગત જ્યોતની તુલનામાં, ભાગોનો સ્ક્રેપ દર અત્યંત ઓછો છે.
3. ઇન્ડક્શન હીટિંગ અને ક્વેન્ચિંગ પછી, ભાગોની સપાટીની કઠિનતા વધારે છે, કોર સારી પ્લાસ્ટિસિટી અને ટફનેસ જાળવી રાખે છે, નીચા નૉચેસ દર્શાવે છે, અને થાકની શક્તિ અને વસ્ત્રો પ્રતિકારમાં ઘણો સુધારો થાય છે.
4. ઇન્ડક્શન હીટિંગ સાધનો કોમ્પેક્ટ છે, એક નાનો વિસ્તાર ધરાવે છે, અને ઉપયોગમાં સરળ છે (એટલે કે, ચલાવવા માટે સરળ છે).
5. ઉત્પાદન પ્રક્રિયા સ્વચ્છ છે, ઉચ્ચ તાપમાન નથી અને સારી કામ કરવાની પરિસ્થિતિઓ છે.
6. પસંદગીયુક્ત ગરમી માટે સક્ષમ.
7. ઇન્ડક્શન હીટિંગ સપાટી ક્વેન્ચિંગના યાંત્રિક ભાગો ઓછા બરડ હોય છે, અને તે જ સમયે, ભાગોના યાંત્રિક ગુણધર્મોને સુધારી શકાય છે. ઇન્ડક્શન હીટિંગ સપાટી ક્વેન્ચિંગમાંથી પસાર થયેલા સ્ટીલના ભાગોની શમન કરવાની કઠિનતા પણ પરંપરાગત ફ્લેમ હીટિંગ કરતા વધારે છે.
8. ઇન્ડક્શન હીટિંગ સાધનોને પ્રોસેસિંગ પ્રોડક્શન લાઇન પર મૂકી શકાય છે, અને પ્રક્રિયાને ઇલેક્ટ્રિકલ પરિમાણો દ્વારા ચોક્કસ રીતે નિયંત્રિત કરી શકાય છે.
9. ઇન્ડક્શન હીટિંગ અને ક્વેન્ચિંગનો ઉપયોગ કરીને, સામાન્ય કાર્બન સ્ટ્રક્ચરલ સ્ટીલનો ઉપયોગ એલોય સ્ટ્રક્ચરલ સ્ટીલને બદલવા માટે ભાગોની ગુણવત્તામાં ઘટાડો કર્યા વિના ભાગો બનાવવા માટે કરી શકાય છે. તેથી, ચોક્કસ પરિસ્થિતિઓ હેઠળ, તે જટિલ પ્રક્રિયાઓ સાથે રાસાયણિક ગરમીની સારવારને બદલી શકે છે.
10. ઇન્ડક્શન હીટિંગનો ઉપયોગ માત્ર ભાગોની સપાટીને શમન કરવા માટે જ થતો નથી, પરંતુ ભાગોના આંતરિક છિદ્રને શમન કરવા માટે પણ થાય છે, જે જ્યોત ગરમી દ્વારા પ્રાપ્ત કરી શકાતી નથી.