- 08
- Oct
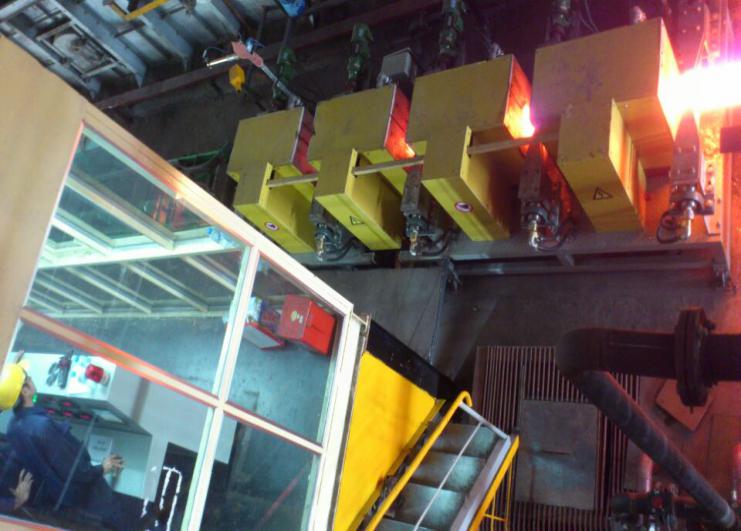
Comparație între întărirea suprafeței de încălzire prin inducție și încălzirea tradițională cu flacără
In comparatie cu suprafață de încălzire prin inducție întărire și încălzire tradițională cu flacără
1. Încălzirea prin inducție aparține încălzirii directe de către sursa de căldură internă, iar pierderea de căldură este mică, astfel încât viteza de încălzire este rapidă și eficiența termică este mare.
2. În timpul procesului de încălzire, datorită timpului scurt de încălzire, există mai puțină oxidare și decarburare pe suprafața pieselor. În comparație cu flacăra tradițională, rata de deșeuri a pieselor este extrem de scăzută.
3. După încălzirea și stingerea prin inducție, duritatea suprafeței pieselor este mare, miezul menține plasticitate și duritate bune, prezentând crestături scăzute, iar rezistența la oboseală și rezistența la uzură sunt mult îmbunătățite.
4. Echipamentul de încălzire prin inducție este compact, ocupă o suprafață mică și este simplu de utilizat (adică ușor de operat).
5. Procesul de producție este curat, fără temperatură ridicată și condiții bune de lucru.
6. Capabil de încălzire selectivă.
7. Părțile mecanice ale călirii suprafeței de încălzire prin inducție sunt mai puțin fragile și, în același timp, proprietățile mecanice ale pieselor pot fi îmbunătățite. Duritatea la călire a pieselor de oțel care au suferit și călirea suprafeței de încălzire prin inducție este, de asemenea, mai mare decât cea a încălzirii tradiționale cu flacără.
8. Echipamentul de încălzire prin inducție poate fi amplasat pe linia de producție de procesare, iar procesul poate fi controlat cu precizie prin parametrii electrici.
9. Folosind încălzirea și stingerea prin inducție, oțelul structural obișnuit cu carbon poate fi utilizat pentru a înlocui oțelul structural aliat pentru a face piese fără a reduce calitatea pieselor. Prin urmare, în anumite condiții, poate înlocui tratamentul termic chimic cu procese complexe.
10. Încălzirea prin inducție nu este utilizată numai pentru stingerea suprafeței pieselor, ci și pentru stingerea orificiilor interioare a pieselor, care nu poate fi realizată prin încălzirea cu flacără.