- 08
- Oct
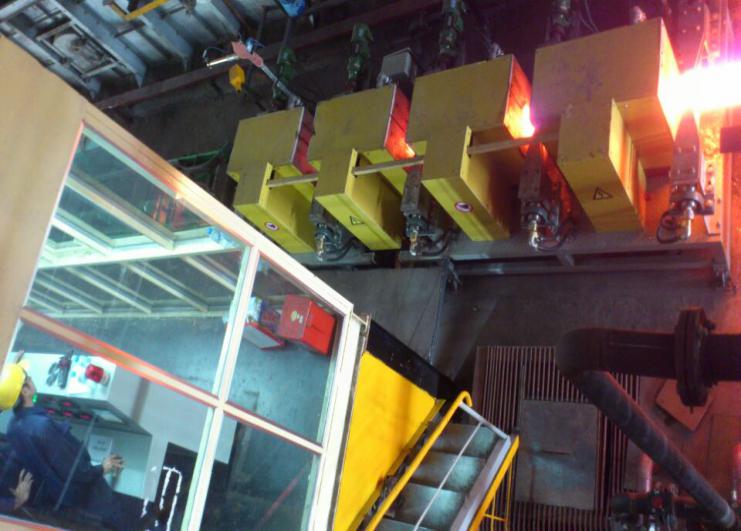
ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਤਹ ਸਖ਼ਤ ਅਤੇ ਰਵਾਇਤੀ ਲਾਟ ਹੀਟਿੰਗ ਦੀ ਤੁਲਨਾ
ਦੀ ਤੁਲਨਾ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਤਹ ਸਖ਼ਤ ਅਤੇ ਰਵਾਇਤੀ ਲਾਟ ਹੀਟਿੰਗ
1. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਅੰਦਰੂਨੀ ਗਰਮੀ ਦੇ ਸਰੋਤ ਦੁਆਰਾ ਸਿੱਧੀ ਹੀਟਿੰਗ ਨਾਲ ਸਬੰਧਤ ਹੈ, ਅਤੇ ਗਰਮੀ ਦਾ ਨੁਕਸਾਨ ਛੋਟਾ ਹੈ, ਇਸਲਈ ਹੀਟਿੰਗ ਦੀ ਗਤੀ ਤੇਜ਼ ਹੈ ਅਤੇ ਥਰਮਲ ਕੁਸ਼ਲਤਾ ਉੱਚ ਹੈ.
2. ਹੀਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਘੱਟ ਹੀਟਿੰਗ ਸਮੇਂ ਦੇ ਕਾਰਨ, ਹਿੱਸਿਆਂ ਦੀ ਸਤਹ ‘ਤੇ ਘੱਟ ਆਕਸੀਕਰਨ ਅਤੇ ਡੀਕਾਰਬਰਾਈਜ਼ੇਸ਼ਨ ਹੁੰਦਾ ਹੈ। ਰਵਾਇਤੀ ਲਾਟ ਦੇ ਮੁਕਾਬਲੇ, ਹਿੱਸਿਆਂ ਦੀ ਸਕ੍ਰੈਪ ਦਰ ਬਹੁਤ ਘੱਟ ਹੈ।
3. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਅਤੇ ਬੁਝਾਉਣ ਤੋਂ ਬਾਅਦ, ਹਿੱਸਿਆਂ ਦੀ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਉੱਚੀ ਹੁੰਦੀ ਹੈ, ਕੋਰ ਚੰਗੀ ਪਲਾਸਟਿਕਤਾ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਬਰਕਰਾਰ ਰੱਖਦਾ ਹੈ, ਘੱਟ ਨਿਸ਼ਾਨ ਦਿਖਾਉਂਦੇ ਹਨ, ਅਤੇ ਥਕਾਵਟ ਦੀ ਤਾਕਤ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।
4. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਨ ਸੰਖੇਪ ਹੈ, ਇੱਕ ਛੋਟਾ ਜਿਹਾ ਖੇਤਰ ਰੱਖਦਾ ਹੈ, ਅਤੇ ਵਰਤਣ ਵਿੱਚ ਸਧਾਰਨ ਹੈ (ਭਾਵ, ਚਲਾਉਣ ਵਿੱਚ ਆਸਾਨ ਹੈ)।
5. ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਸਾਫ਼ ਹੈ, ਕੋਈ ਉੱਚ ਤਾਪਮਾਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਕੰਮ ਕਰਨ ਦੀਆਂ ਚੰਗੀਆਂ ਸਥਿਤੀਆਂ ਹਨ.
6. ਚੋਣਵੇਂ ਹੀਟਿੰਗ ਦੇ ਸਮਰੱਥ।
7. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਤਹ ਬੁਝਾਉਣ ਦੇ ਮਕੈਨੀਕਲ ਹਿੱਸੇ ਘੱਟ ਭੁਰਭੁਰਾ ਹਨ, ਅਤੇ ਉਸੇ ਸਮੇਂ, ਹਿੱਸਿਆਂ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਸੁਧਾਰਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਬੁਝਾਉਣ ਵਾਲੀ ਕਠੋਰਤਾ ਜੋ ਕਿ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਤਹ ਬੁਝਾਉਣ ਤੋਂ ਵੀ ਗੁਜ਼ਰ ਚੁੱਕੇ ਹਨ, ਪਰੰਪਰਾਗਤ ਫਲੇਮ ਹੀਟਿੰਗ ਨਾਲੋਂ ਵੀ ਵੱਧ ਹੈ।
8. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਨੂੰ ਪ੍ਰੋਸੈਸਿੰਗ ਉਤਪਾਦਨ ਲਾਈਨ ‘ਤੇ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਇਲੈਕਟ੍ਰੀਕਲ ਪੈਰਾਮੀਟਰਾਂ ਦੁਆਰਾ ਸਹੀ ਢੰਗ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
9. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਅਤੇ ਕੁੰਜਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਪਾਰਟਸ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਘਟਾਏ ਬਿਨਾਂ ਹਿੱਸੇ ਬਣਾਉਣ ਲਈ ਅਲਾਏ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਨੂੰ ਬਦਲਣ ਲਈ ਸਧਾਰਨ ਕਾਰਬਨ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਇਸ ਲਈ, ਕੁਝ ਸ਼ਰਤਾਂ ਅਧੀਨ, ਇਹ ਗੁੰਝਲਦਾਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨਾਲ ਰਸਾਇਣਕ ਗਰਮੀ ਦੇ ਇਲਾਜ ਨੂੰ ਬਦਲ ਸਕਦਾ ਹੈ.
10. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਦੀ ਵਰਤੋਂ ਨਾ ਸਿਰਫ਼ ਹਿੱਸਿਆਂ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਬੁਝਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਗੋਂ ਹਿੱਸਿਆਂ ਦੀ ਅੰਦਰੂਨੀ ਮੋਰੀ ਬੁਝਾਉਣ ਲਈ ਵੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਫਲੇਮ ਹੀਟਿੰਗ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ।