- 08
- Oct
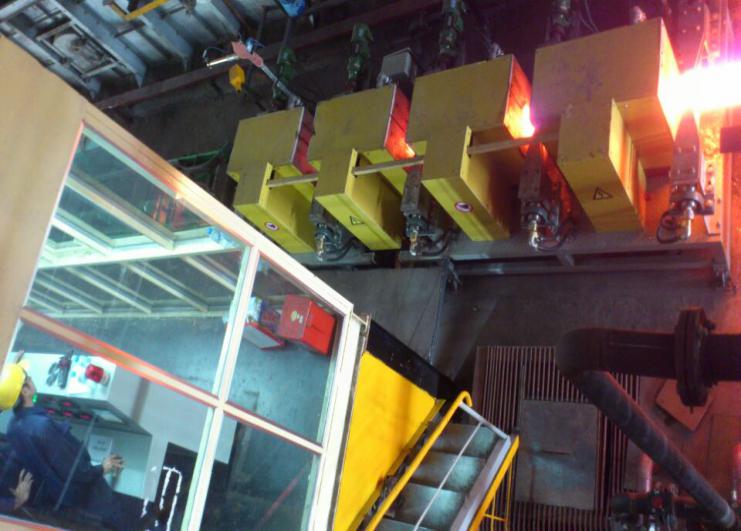
ఇండక్షన్ తాపన ఉపరితల గట్టిపడటం మరియు సాంప్రదాయ జ్వాల తాపన యొక్క పోలిక
పోలిక ప్రేరణ తాపన ఉపరితలం గట్టిపడటం మరియు సాంప్రదాయ జ్వాల తాపన
1. ఇండక్షన్ హీటింగ్ అనేది అంతర్గత ఉష్ణ మూలం ద్వారా ప్రత్యక్ష తాపనానికి చెందినది, మరియు ఉష్ణ నష్టం తక్కువగా ఉంటుంది, కాబట్టి వేడి వేగం వేగంగా ఉంటుంది మరియు ఉష్ణ సామర్థ్యం ఎక్కువగా ఉంటుంది.
2. తాపన ప్రక్రియలో, చిన్న తాపన సమయం కారణంగా, భాగాల ఉపరితలంపై తక్కువ ఆక్సీకరణ మరియు డీకార్బరైజేషన్ ఉంటుంది. సాంప్రదాయ మంటతో పోలిస్తే, భాగాల స్క్రాప్ రేటు చాలా తక్కువగా ఉంటుంది.
3. ఇండక్షన్ హీటింగ్ మరియు క్వెన్చింగ్ తర్వాత, భాగాల ఉపరితల కాఠిన్యం ఎక్కువగా ఉంటుంది, కోర్ మంచి ప్లాస్టిసిటీ మరియు మొండితనాన్ని నిర్వహిస్తుంది, తక్కువ గీతలను చూపుతుంది మరియు అలసట బలం మరియు దుస్తులు నిరోధకత బాగా మెరుగుపడతాయి.
4. ఇండక్షన్ హీటింగ్ ఎక్విప్మెంట్ కాంపాక్ట్గా ఉంటుంది, చిన్న ప్రాంతాన్ని ఆక్రమిస్తుంది మరియు ఉపయోగించడానికి సులభమైనది (అంటే ఆపరేట్ చేయడం సులభం).
5. ఉత్పత్తి ప్రక్రియ శుభ్రంగా ఉంటుంది, అధిక ఉష్ణోగ్రత లేదు, మరియు మంచి పని పరిస్థితులు.
6. ఎంపిక తాపన సామర్థ్యం.
7. ఇండక్షన్ హీటింగ్ ఉపరితల క్వెన్చింగ్ యొక్క యాంత్రిక భాగాలు తక్కువ పెళుసుగా ఉంటాయి మరియు అదే సమయంలో, భాగాల యాంత్రిక లక్షణాలను మెరుగుపరచవచ్చు. ఇండక్షన్ హీటింగ్ ఉపరితల క్వెన్చింగ్కు గురైన ఉక్కు భాగాల యొక్క క్వెన్చింగ్ కాఠిన్యం కూడా సాంప్రదాయ జ్వాల తాపన కంటే ఎక్కువగా ఉంటుంది.
8. ఇండక్షన్ హీటింగ్ పరికరాలను ప్రాసెసింగ్ ప్రొడక్షన్ లైన్లో ఉంచవచ్చు మరియు ఎలక్ట్రికల్ పారామితుల ద్వారా ప్రక్రియను ఖచ్చితంగా నియంత్రించవచ్చు.
9. ఇండక్షన్ హీటింగ్ మరియు క్వెన్చింగ్ ఉపయోగించి, సాధారణ కార్బన్ స్ట్రక్చరల్ స్టీల్ను అల్లాయ్ స్ట్రక్చరల్ స్టీల్ను భర్తీ చేయడానికి భాగాల నాణ్యతను తగ్గించకుండా భాగాలను తయారు చేయడానికి ఉపయోగించవచ్చు. అందువలన, కొన్ని పరిస్థితులలో, ఇది సంక్లిష్ట ప్రక్రియలతో రసాయన వేడి చికిత్సను భర్తీ చేయవచ్చు.
10. ఇండక్షన్ హీటింగ్ అనేది భాగాల ఉపరితల అణచివేతకు మాత్రమే కాకుండా, భాగాల లోపలి రంధ్రం చల్లార్చడానికి కూడా ఉపయోగించబడుతుంది, ఇది జ్వాల తాపన ద్వారా సాధించబడదు.