- 31
- Jan
Aks yüzeyi nasıl söndürülür
Aks yüzeyi nasıl söndürülür
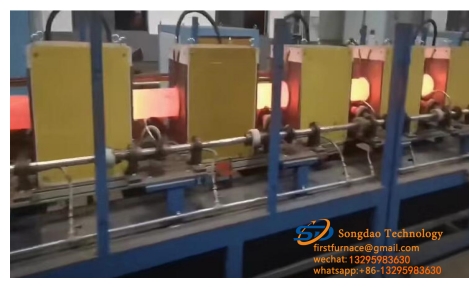
Aks Yüzeyi Güçlendirme İşleminin Seçimi Aks parçalarının çoğu için, hizmet ömürlerini iyileştirmek için genellikle orta frekanslı endüksiyonlu ısıtmadan sonra yüzey su verme kullanılır. Motor aksı ve lokomotif aksı, güç ve destekleri ileten bir tür mandrel iken, araç aksı, güç iletmeyen, yalnızca destekleyen ve esas olarak eğilme veya eğilme yorulma yüklerini taşıyan bir tür mandreldir.
İstatistikler, çoğu şaft tipinin yorulma kırılması ve aşınma aşınması nedeniyle başarısız olduğunu göstermektedir. Gevrek kırılmayı önlemek ve dingilin mukavemet ve tokluğu gereksinimlerini karşılamak için, dingil genellikle su verilir ve temperlenir veya normalleştirilir. Ancak, yorulma ve aşınma aşınmasının zayıf performansı nedeniyle hizmet ömrüne ulaşılamamaktadır.
Uygulama, su verme ve temperleme veya normalleştirme temelinde, hizmet ömrünü katlanarak uzatmak için yüzey aksı indüksiyonlu su verme ve temperleme su verme işleminin uygulanabileceğini göstermiştir. Bu nedenle, aksın hizmet ömrünü artırmak için bu önemli bir işlem yöntemidir.
Aksın yüzey güçlendirmesi genellikle esas olarak orta frekanslı indüksiyon söndürme ve söndürme ısıtma işlemini benimser ve aks yüzeyinin ısıtma derinliği için tamamen uygundur. , Yüzey indüksiyonla sertleştirme, aksın eğilme veya burulma yorulma mukavemetini iyileştirmek için çok etkilidir, çentik ve stres konsantrasyonuna duyarlılığı azaltır. Aks indüksiyonlu su verme ve temperleme fırınının indüksiyonla sertleştirilmesinden sonra, çekirdeğin yüksek etkili tokluğu ve plastisitesi nedeniyle, sertleştirilmiş tabakanın yüksek aşınma direncini, mukavemeti ve artık basınç stresini korumak ve tam oyun vermek için daha yüksek sertliğe sahip olmasına izin verilir. malzemenin yorulma direncine bağlıdır. potansiyel.