- 30
- Oct
Оборудване за индукционно нагряване на разтопена стомана в котел за непрекъснато леене
Оборудване за индукционно нагряване на разтопена стомана в котел за непрекъснато леене
1 Преглед
Технологията на оборудването за индукционно нагряване на стопена стомана в Tundish е разработена с напредъка на технологията за непрекъснато леене, подобряването на изискванията за качество на стоманата, необходимостта от спестяване на енергия и намаляване на потреблението, както и съгласуването на процесите на външно рафиниране и непрекъснато леене. Различните марки стомана имат различни изисквания към AT на прегряване на стопена стомана. За дебели плочи, за да се намалят вътрешните пукнатини и хлабав център, AT трябва да е ниска (5~200T); за студено валцувани тънки плочи се изисква повърхността да има добро качество. По-високо (15~300℃). Въпреки това, прегряването на стопената стомана трябва да бъде стабилизирано в определен диапазон, за да се сведат до минимум колебанията. Това е необходимо условие, за да се гарантира гладкото протичане на производството на непрекъснато леене, да се предотврати блокиране на дюзата или да се предотвратят аварии с течове и да се гарантира качеството на отлятите плочи. Повишаването на функцията за нагряване на кофата прави възможно стабилно контролиране на прегряването на стопената стомана. Температурата на разтопената стомана от различни черпаци се колебае, което оказва неблагоприятно влияние върху процеса на непрекъснато леене и нагряването на кофата може да го компенсира до известна степен. Трябва обаче да се отбележи, че поддържането на стабилно прегряване на разтопена стомана зависи главно от правилната температура на изливане и структурата за регулиране след изтичане, а нагряването на меховката може да играе само допълнителна роля. Независимо от това, нагряването и контролът на разтопената стомана в кофата все още привлича внимание от металургичната общност. Някои страни, представени от Япония, Съединените щати, Обединеното кралство и Франция, са провеждали последователно изследвания върху технологията за нагряване на разтопена стомана от 1970-те до 1980-те години. Японската компания Kawasaki за първи път разработи и получи японски патент още през 1982 г. Понастоящем успешно разработената или в процес на разработка технологията за нагряване на разтопена стомана обикновено приема метода на физическо нагряване. При физическия метод на отопление електрическата енергия се използва като източник на топлина и се преобразува според електрическата енергия. Различните механизми могат да бъдат разделени на: оборудване за електромагнитно индукционно нагряване, плазмено отопление, електрошлаково нагряване и DC керамична нагревателна технология.
Оборудването за индукционно нагряване на котел има следните характеристики:
(1) Бърза скорост на нагряване и висока ефективност на електрическо отопление;
(2) Някои видове също имат известен електромагнитен ефект на разбъркване, който е благоприятен за отстраняване на включвания;
(3) Температурата на процеса е лесна за контрол и най-важното е да се контролира по-точно прегряването на стопената стомана;
(4) Отоплителната мощност е ограничена от дълбочината на нивото на течността в кофа. Само когато разтопената стомана в съда се натрупа до определена дълбочина, нагряването може да протече гладко.
Има няколко вида оборудване за индукционно нагряване:
(1) Според вида на индуктор, той може да бъде разделен на оборудване за индукционно нагряване без ядро и оборудване за индукционно нагряване с ядро;
(2) Според структурата на индуктора, той може да бъде разделен на индукционно нагревателно оборудване с повишена повреда и тунелен тип (бразд, разтопен изкоп);
(3) Според отоплителната част тя може да бъде разделена на локално отопление и цялостно отопление.
2 Устройство за електромагнитно индукционно нагряване на разтопена стомана в котел за непрекъснато леене
2. Оборудване за електромагнитно индукционно нагряване с 1 котел, съчетано с хоризонтална машина за непрекъснато леене
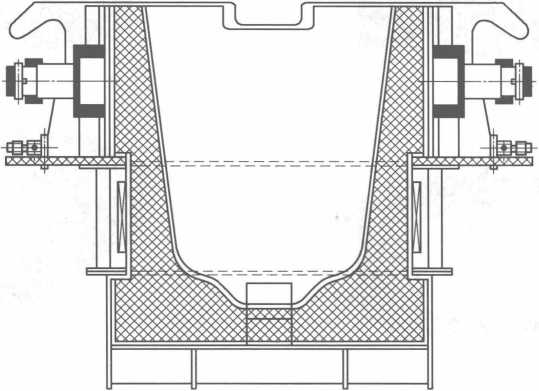
Оборудването за електромагнитно индукционно нагряване на кофа, съчетано с хоризонталната машина за непрекъснато леене, е показано на Фигура 10-7.
Сега е обяснен производственият процес на завод за неръждаема стомана.
Фигура 10-7 Оборудване за електромагнитно индукционно нагряване на Tundish, съчетано с хоризонтална машина за непрекъснато леене
 След като всички видове неръждаема стомана са дозирани, те се зареждат в три 5t индукционни пещи от захранващия резервоар с кранове. След като стоманен скрап се стопи до необходимата температура (около 1650°C), разтопената стомана в индукционната пещ се излива в черпака и след това се използва. шлака, дефосфоризиране и отстраняване на сяра и регулиране на състава на сплавта (главно Cr, Ni), а след това на разтопената стомана (съставът и температурата отговарят на изискванията) Поставете разтопената стомана в черпака в черпака и използвайте крана, за да излеете разтопената стомана в черпака в черпака на оборудването за електромагнитно индукционно нагряване 8t. Течността от неръждаема стомана, нагрята чрез запазване на топлината, се изтегля и отлива в кръгъл прът от хоризонтална машина за непрекъснато леене и накрая се избутва в охлаждащия слой чрез оформяне и срязване. .
След като всички видове неръждаема стомана са дозирани, те се зареждат в три 5t индукционни пещи от захранващия резервоар с кранове. След като стоманен скрап се стопи до необходимата температура (около 1650°C), разтопената стомана в индукционната пещ се излива в черпака и след това се използва. шлака, дефосфоризиране и отстраняване на сяра и регулиране на състава на сплавта (главно Cr, Ni), а след това на разтопената стомана (съставът и температурата отговарят на изискванията) Поставете разтопената стомана в черпака в черпака и използвайте крана, за да излеете разтопената стомана в черпака в черпака на оборудването за електромагнитно индукционно нагряване 8t. Течността от неръждаема стомана, нагрята чрез запазване на топлината, се изтегля и отлива в кръгъл прът от хоризонтална машина за непрекъснато леене и накрая се избутва в охлаждащия слой чрез оформяне и срязване. .
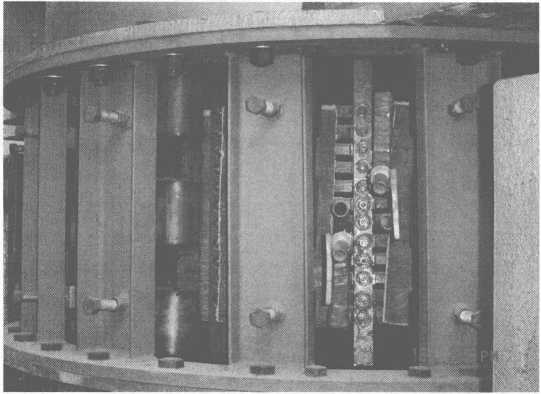
Физическият обект на черпака за оборудване за електромагнитно индукционно нагряване 8t е показан на Фигура 10-8.
8t и 14t електромагнитно индукционно нагревателно оборудване за промивка, оборудването за индукционно нагряване на промивник може стриктно и точно да контролира температурата на разтопената стомана (диапазонът на грешката е само ±5~6℃), като по този начин се гарантира качеството на заготовката. В допълнение, времето за регулиране на температурата на мивката може да бъде подходящо удължено, показвайки добрия ефект на оборудването за индукционно нагряване.
2. 2 Уред за индукционно нагряване на машината за непрекъснато леене с дъга
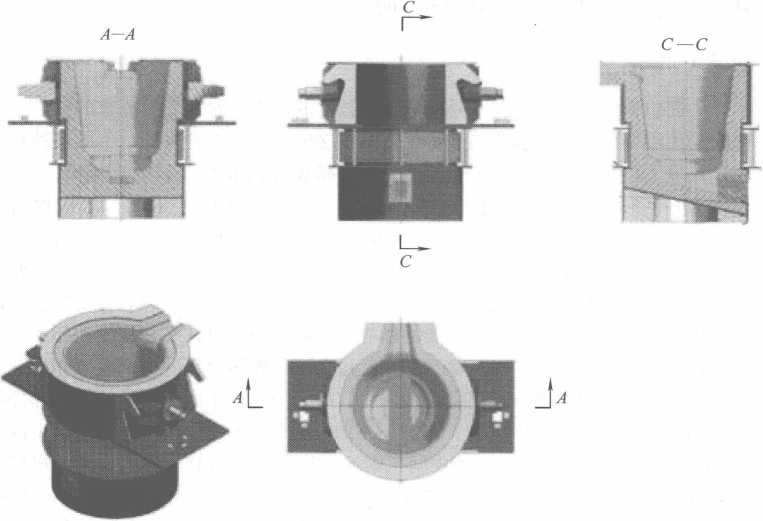
Устройството за мехово на оборудването за индукционно нагряване на машината за непрекъснато леене с дъга е показано на Фигура 10-9.
След като машината за непрекъснато леене на дъговите заготовки приеме резервоара за електромагнитно индукционно нагряване, температурата на изпускане може да бъде намалена (например може да бъде
Фигура 10-9 Устройство за меховка на оборудване за индукционно нагряване на дъгова машина за непрекъснато леене
От 1700°C до 1650°C, това не само помага за подобряване на живота на облицовката на пещта за производство на стомана (конвертор, електродъгова пещ или индукционна пещ), но също така стабилизира температурата на разтопената стомана при непрекъснато леене и гарантира качеството на непрекъснатото леене леене на заготовки.
Въз основа на горното въведение може да се приеме, че оборудването за магнитно индукционно нагряване на решето за непрекъснато леене е нова енергоспестяваща и екологична технология. Приемането на това устройство е сравнително идеален проект за технологична трансформация за металургичните предприятия и заслужава да се популяризира и използва.
Фигура 10-10 показва оборудването за електромагнитно индукционно нагряване на 16t кофа.
Фигура 10-10 Оборудване за електромагнитно индукционно нагряване на 16t кофа
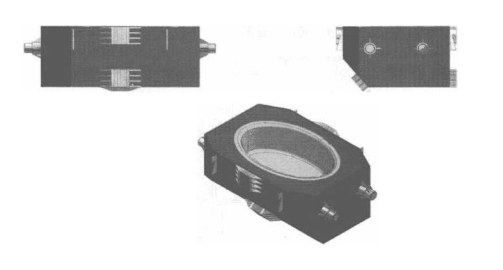
Фигура 10-11 е схематична диаграма на кофата на 14t индукционно нагревателно оборудване.

Фигура 10-11 Схематична диаграма на кофата на оборудване за индукционно нагряване 14t