- 30
- Oct
सतत कास्टिंग टंडिश वितळलेले स्टील इंडक्शन हीटिंग उपकरणे
सतत कास्टिंग टंडिश वितळलेले स्टील इंडक्शन हीटिंग उपकरणे
एक्सएनयूएमएक्स विहंगावलोकन
टंडिश वितळलेले स्टील इंडक्शन हीटिंग उपकरण तंत्रज्ञान सतत कास्टिंग तंत्रज्ञानाच्या प्रगतीसह, स्टीलच्या गुणवत्तेच्या आवश्यकतांमध्ये सुधारणा, ऊर्जा बचत आणि वापर कमी करण्याची आवश्यकता आणि बाह्य शुद्धीकरण आणि सतत कास्टिंग प्रक्रियेच्या जुळणीसह विकसित केले गेले आहे. वितळलेल्या स्टीलच्या सुपरहीटच्या AT वर वेगवेगळ्या स्टील ग्रेडच्या वेगवेगळ्या आवश्यकता असतात. जाड प्लेट्ससाठी, अंतर्गत क्रॅक आणि सैल केंद्र कमी करण्यासाठी, AT कमी (5~200T); कोल्ड-रोल्ड पातळ प्लेट्ससाठी, पृष्ठभागाची गुणवत्ता चांगली असणे आवश्यक आहे. जास्त (15~300℃). तथापि, चढ-उतार कमी करण्यासाठी वितळलेले स्टील सुपरहीट एका विशिष्ट मर्यादेत स्थिर करणे आवश्यक आहे. सतत कास्टिंग उत्पादनाची सुरळीत प्रगती सुनिश्चित करण्यासाठी, नोजल ब्लॉकेज टाळण्यासाठी किंवा गळतीचे अपघात रोखण्यासाठी आणि कास्ट स्लॅबची गुणवत्ता सुनिश्चित करण्यासाठी ही एक आवश्यक अट आहे. टंडिशच्या हीटिंग फंक्शनच्या वाढीमुळे वितळलेल्या स्टीलची सुपरहीट स्थिरपणे नियंत्रित करणे शक्य होते. निरनिराळ्या लाडाच्या वितळलेल्या स्टीलच्या तापमानात चढ-उतार होत राहतात, ज्याचा सतत कास्टिंग प्रक्रियेवर विपरीत परिणाम होतो आणि टंडिश गरम केल्याने त्याची काही प्रमाणात भरपाई होऊ शकते. तथापि, हे निदर्शनास आणणे आवश्यक आहे की स्थिर वितळलेले स्टील सुपरहीट राखणे हे मुख्यतः योग्य टॅपिंग तापमान आणि टॅपिंगनंतर समायोजन संरचना यावर अवलंबून असते आणि टंडिश हीटिंग केवळ पूरक भूमिका बजावू शकते. तरीसुद्धा, टुंडिशमध्ये वितळलेल्या स्टीलचे गरम करणे आणि नियंत्रण करणे अद्याप मेटलर्जिकल समुदायाकडून लक्ष वेधून घेत आहे. जपान, युनायटेड स्टेट्स, युनायटेड किंगडम आणि फ्रान्स यांनी प्रतिनिधित्व केलेल्या काही देशांनी 1970 ते 1980 च्या दशकात टंडिश वितळलेल्या स्टील गरम तंत्रज्ञानावर सलग संशोधन केले आहे. जपानच्या कावासाकी कंपनीने 1982 च्या सुरुवातीस प्रथम जपानी पेटंट विकसित केले आणि प्राप्त केले. सध्या, टंडिश वितळलेले स्टील हीटिंग तंत्रज्ञान यशस्वीरित्या विकसित किंवा विकासाधीन आहे सामान्यतः भौतिक गरम पद्धतीचा अवलंब केला जातो. भौतिक गरम पद्धतीमध्ये, विद्युत उर्जा ही उष्णता स्त्रोत म्हणून वापरली जाते आणि विद्युत उर्जेनुसार रूपांतरित केली जाते. विविध यंत्रणा यामध्ये विभागल्या जाऊ शकतात: इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरण, प्लाझ्मा हीटिंग, इलेक्ट्रोस्लॅग हीटिंग आणि डीसी सिरेमिक हीटिंग तंत्रज्ञान.
टंडिश इंडक्शन हीटिंग उपकरणांमध्ये खालील वैशिष्ट्ये आहेत:
(1) जलद गरम गती आणि उच्च विद्युत गरम कार्यक्षमता;
(२) काही प्रकारांमध्ये विशिष्ट इलेक्ट्रोमॅग्नेटिक ढवळण्याचा प्रभाव देखील असतो, जो समावेश काढून टाकण्यास अनुकूल असतो;
(3) प्रक्रिया तापमान नियंत्रित करणे सोपे आहे, आणि सर्वात महत्वाची गोष्ट म्हणजे वितळलेल्या स्टीलच्या सुपरहीटवर अधिक अचूकपणे नियंत्रण करणे;
(4) गरम करण्याची शक्ती टंडिश द्रव पातळीच्या खोलीद्वारे मर्यादित आहे. जेव्हा टंडिशमध्ये वितळलेले स्टील एका विशिष्ट खोलीपर्यंत जमा होते तेव्हाच गरम करणे सुरळीतपणे पुढे जाऊ शकते.
टंडिश इंडक्शन हीटिंग उपकरणांचे अनेक प्रकार आहेत:
(1) इंडक्टरच्या प्रकारानुसार, ते कोरलेस इंडक्शन हीटिंग उपकरण आणि कोर इंडक्शन हीटिंग उपकरणांमध्ये विभागले जाऊ शकते;
(२) इंडक्टरच्या संरचनेनुसार, ते वाढीव फॉल्ट प्रकार आणि बोगद्याचे प्रकार (खोबणी, वितळलेले खंदक) इंडक्शन हीटिंग उपकरणांमध्ये विभागले जाऊ शकते;
(3) हीटिंग भागानुसार, ते स्थानिक हीटिंग आणि एकूण गरम मध्ये विभागले जाऊ शकते.
2 सतत कास्टिंग टंडिश वितळलेले स्टील इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरण उपकरण
2. 1 टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरणे क्षैतिज सतत कास्टिंग मशीनशी जुळतात
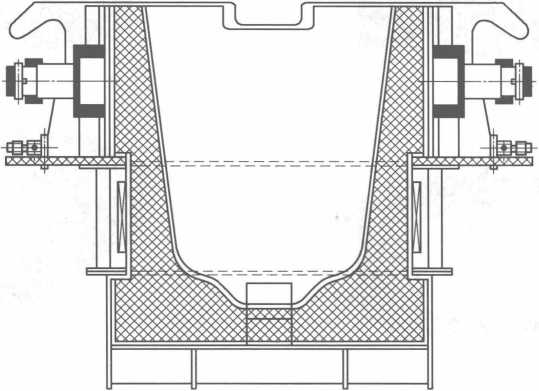
क्षैतिज सतत कास्टिंग मशीनशी जुळणारे टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरण आकृती 10-7 मध्ये दर्शविले आहे.
स्टेनलेस स्टील प्लांटची उत्पादन प्रक्रिया आता स्पष्ट केली आहे.
आकृती 10-7 टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरणे क्षैतिज सतत कास्टिंग मशीनशी जुळतात
 सर्व प्रकारचे स्टेनलेस स्टील बॅच केल्यानंतर, ते क्रेनच्या साहाय्याने फीडिंग टँकमधून तीन 5t इंडक्शन फर्नेसमध्ये लोड केले जातात. स्क्रॅप स्टील आवश्यक तपमानावर (सुमारे 1650 डिग्री सेल्सिअस) वितळल्यानंतर, इंडक्शन फर्नेसमधील वितळलेले स्टील लाडलमध्ये ओतले जाते, आणि नंतर वापरले जाते ट्रक वितळलेले स्टील 8t AOD भट्टीत ओततो, जिथे त्याचे डीकार्ब्युराइजेशन होते, स्लॅगिंग, डिफॉस्फोरायझेशन आणि सल्फर काढणे, आणि मिश्रधातूची रचना (प्रामुख्याने Cr, Ni) समायोजित करणे आणि नंतर वितळलेले स्टील (रचना आणि तापमान आवश्यकता पूर्ण करते) वितळलेले स्टील लाडलमध्ये ठेवा आणि ओतण्यासाठी क्रेन वापरा 8t इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग इक्विपमेंटच्या लाडलमध्ये वितळलेले स्टील. उष्णता संरक्षणाद्वारे गरम केलेले स्टेनलेस स्टीलचे द्रव आडव्या सतत कास्टिंग मशीनद्वारे काढले जाते आणि एका गोल पट्टीमध्ये टाकले जाते आणि शेवटी तयार आणि कातरणे करून कूलिंग बेडमध्ये ढकलले जाते. .
सर्व प्रकारचे स्टेनलेस स्टील बॅच केल्यानंतर, ते क्रेनच्या साहाय्याने फीडिंग टँकमधून तीन 5t इंडक्शन फर्नेसमध्ये लोड केले जातात. स्क्रॅप स्टील आवश्यक तपमानावर (सुमारे 1650 डिग्री सेल्सिअस) वितळल्यानंतर, इंडक्शन फर्नेसमधील वितळलेले स्टील लाडलमध्ये ओतले जाते, आणि नंतर वापरले जाते ट्रक वितळलेले स्टील 8t AOD भट्टीत ओततो, जिथे त्याचे डीकार्ब्युराइजेशन होते, स्लॅगिंग, डिफॉस्फोरायझेशन आणि सल्फर काढणे, आणि मिश्रधातूची रचना (प्रामुख्याने Cr, Ni) समायोजित करणे आणि नंतर वितळलेले स्टील (रचना आणि तापमान आवश्यकता पूर्ण करते) वितळलेले स्टील लाडलमध्ये ठेवा आणि ओतण्यासाठी क्रेन वापरा 8t इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग इक्विपमेंटच्या लाडलमध्ये वितळलेले स्टील. उष्णता संरक्षणाद्वारे गरम केलेले स्टेनलेस स्टीलचे द्रव आडव्या सतत कास्टिंग मशीनद्वारे काढले जाते आणि एका गोल पट्टीमध्ये टाकले जाते आणि शेवटी तयार आणि कातरणे करून कूलिंग बेडमध्ये ढकलले जाते. .
8t इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग इक्विपमेंट लॅडलची भौतिक वस्तू आकृती 10-8 मध्ये दर्शविली आहे.
8t आणि 14t टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरणे, टंडिश इंडक्शन हीटिंग उपकरणे वितळलेल्या स्टीलचे तापमान काटेकोरपणे आणि अचूकपणे नियंत्रित करू शकतात (त्रुटी श्रेणी केवळ ±5~6℃ आहे), अशा प्रकारे बिलेटची गुणवत्ता सुनिश्चित करते. याव्यतिरिक्त, टंडिशचा तापमान समायोजन वेळ देखील योग्यरित्या वाढविला जाऊ शकतो, जो इंडक्शन हीटिंग उपकरणाचा चांगला प्रभाव दर्शवितो.
2. चाप सतत कास्टिंग मशीनच्या इंडक्शन हीटिंग उपकरणाचे 2 टंडिश उपकरण
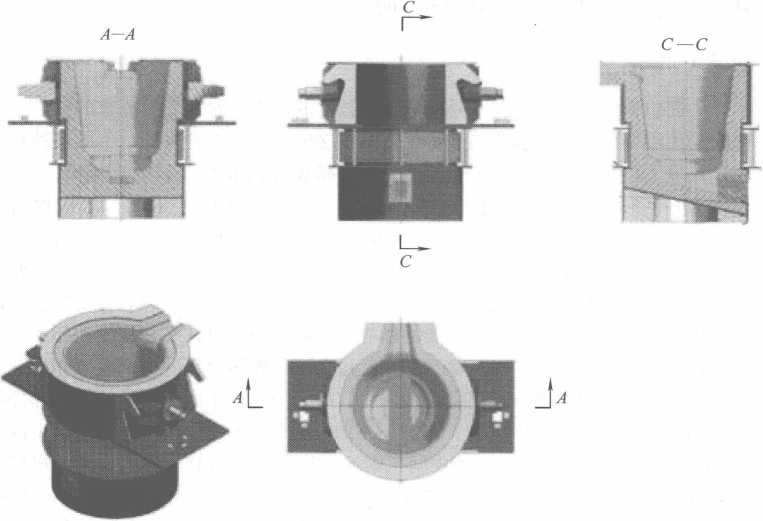
चाप सतत कास्टिंग मशीनच्या इंडक्शन हीटिंग उपकरणाचे टंडिश डिव्हाइस आकृती 10-9 मध्ये दर्शविले आहे.
चाप बिलेट सतत कॅस्टरने इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग इक्विपमेंट टंडिशचा अवलंब केल्यानंतर, टॅपिंग तापमान कमी केले जाऊ शकते (उदाहरणार्थ, ते असू शकते.
आकृती 10-9 चाप सतत कास्टिंग मशीनच्या इंडक्शन हीटिंग उपकरणाचे टुंडिश उपकरण
1700°C ते 1650°C पर्यंत), हे केवळ स्टील बनवणार्या फर्नेस अस्तर (कन्व्हर्टर, इलेक्ट्रिक आर्क फर्नेस किंवा इंडक्शन फर्नेस) चे आयुष्य सुधारण्यास मदत करत नाही तर सतत कास्टिंगमध्ये वितळलेल्या स्टीलचे तापमान स्थिर करते आणि सततच्या गुणवत्तेची हमी देते. बिलेट्स टाकणे.
वरील प्रस्तावनेच्या आधारे, असे मानले जाऊ शकते की सतत कास्टिंग टंडिश मॅग्नेटिक इंडक्शन हीटिंग उपकरणे हे नवीन ऊर्जा-बचत आणि पर्यावरणास अनुकूल तंत्रज्ञान आहे. या उपकरणाचा अवलंब हा धातुकर्म उद्योगांसाठी तुलनेने आदर्श तांत्रिक परिवर्तन प्रकल्प आहे आणि तो प्रचार आणि वापरासाठी योग्य आहे.
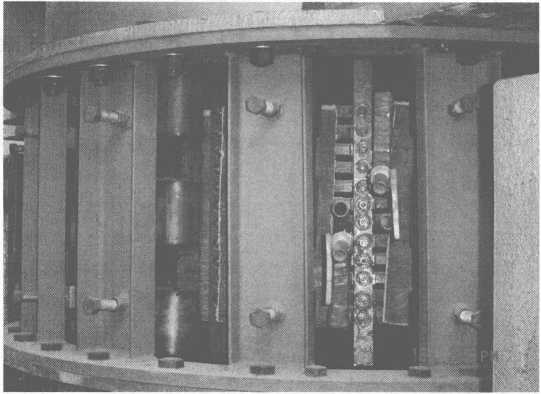
आकृती 10-10 मध्ये 16t टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरणे दाखवली आहेत.
आकृती 10-10 16t टंडिश इलेक्ट्रोमॅग्नेटिक इंडक्शन हीटिंग उपकरणे
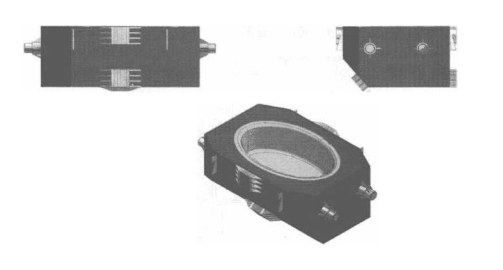
आकृती 10-11 हे 14t इंडक्शन हीटिंग उपकरणाच्या टंडिशचे एक योजनाबद्ध आकृती आहे.

आकृती 10-11 14t इंडक्शन हीटिंग उपकरणाच्या टंडिशचे योजनाबद्ध आकृती