- 30
- Oct
Շարունակական ձուլման Tundish հալված պողպատի ինդուկցիոն ջեռուցման սարքավորումներ
Շարունակական ձուլման Tundish հալված պողպատի ինդուկցիոն ջեռուցման սարքավորումներ
1 ակնարկ
Tundish հալված պողպատի ինդուկցիոն ջեռուցման սարքավորումների տեխնոլոգիան մշակվել է շարունակական ձուլման տեխնոլոգիայի առաջընթացով, պողպատի որակի պահանջների բարելավմամբ, էներգախնայողության և սպառման կրճատման անհրաժեշտությամբ և արտաքին զտման և շարունակական ձուլման գործընթացների համապատասխանությամբ: Պողպատի տարբեր դասարաններ ունեն տարբեր պահանջներ հալված պողպատի գերտաքացման AT-ի նկատմամբ: Հաստ թիթեղների համար ներքին ճաքերը և չամրացված կենտրոնը նվազեցնելու համար AT-ը պետք է ցածր լինի (5~200T); սառը գլանվածքով բարակ թիթեղների համար մակերեսը պետք է լավ որակ ունենա: Ավելի բարձր (15~300℃): Այնուամենայնիվ, հալած պողպատի գերտաքացումը պետք է կայունացվի որոշակի միջակայքում՝ նվազագույնի հասցնելու տատանումները: Սա անհրաժեշտ պայման է շարունակական ձուլման արտադրության անխափան առաջընթացն ապահովելու, վարդակների խցանումը կանխելու կամ արտահոսքի վթարները կանխելու և ձուլածո սալերի որակը ապահովելու համար: Թունդիշի ջեռուցման ֆունկցիայի ուժեղացումը հնարավորություն է տալիս կայուն կերպով վերահսկել հալած պողպատի գերտաքացումը: Տարբեր շերեփի հալած պողպատի ջերմաստիճանը տատանվում է, ինչը բացասաբար է անդրադառնում շարունակական ձուլման գործընթացի վրա, և թունդիշի տաքացումը կարող է որոշ չափով փոխհատուցել դա։ Այնուամենայնիվ, պետք է նշել, որ հալած պողպատի կայուն գերտաքացումը հիմնականում կախված է թակելու պատշաճ ջերմաստիճանից և թակելուց հետո կարգավորվող կառուցվածքից, և թունիշի ջեռուցումը կարող է միայն լրացուցիչ դեր խաղալ: Այնուամենայնիվ, հալած պողպատի ջեռուցումն ու վերահսկումը թունդիշում դեռևս ուշադրության են արժանանում մետալուրգիական համայնքի կողմից: Որոշ երկրներ, որոնք ներկայացնում են Ճապոնիան, Միացյալ Նահանգները, Միացյալ Թագավորությունը և Ֆրանսիան, 1970-ականներից մինչև 1980-ականները հաջորդաբար հետազոտություններ են իրականացրել հալված պողպատի ջեռուցման տեխնոլոգիայի վերաբերյալ: Ճապոնական Kawasaki ընկերությունը առաջին անգամ մշակել և ստացել է ճապոնական արտոնագիր դեռևս 1982 թվականին: Ներկայումս հալված պողպատի տաքացման տեխնոլոգիան հաջողությամբ մշակված կամ մշակման փուլում է սովորաբար ընդունում է ֆիզիկական տաքացման մեթոդը: Ֆիզիկական ջեռուցման մեթոդում էլեկտրական էներգիան օգտագործվում է որպես ջերմության աղբյուր և փոխակերպվում ըստ էլեկտրական էներգիայի։ Տարբեր մեխանիզմներ կարելի է բաժանել՝ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորում, պլազմային ջեռուցում, էլեկտրախարամով տաքացում և DC կերամիկական ջեռուցման տեխնոլոգիա:
Tundish ինդուկցիոն ջեռուցման սարքավորումն ունի հետևյալ բնութագրերը.
(1) արագ ջեռուցման արագություն և էլեկտրական ջեռուցման բարձր արդյունավետություն.
(2) Որոշ տեսակներ ունեն նաև որոշակի էլեկտրամագնիսական հուզիչ ազդեցություն, որը նպաստում է ներդիրների հեռացմանը.
(3) Գործընթացի ջերմաստիճանը հեշտ է վերահսկել, և ամենակարևորը հալած պողպատի գերտաքացումն ավելի ճշգրիտ վերահսկելն է.
(4) Ջեռուցման հզորությունը սահմանափակվում է թունիշի հեղուկի մակարդակի խորությամբ: Միայն այն դեպքում, երբ հալած պողպատը կուտակվում է որոշակի խորության վրա, ջեռուցումը կարող է սահուն ընթանալ:
Թունիշի ինդուկցիոն ջեռուցման սարքավորումների մի քանի տեսակներ կան.
(1) Ըստ ինդուկտորի տեսակի, այն կարելի է բաժանել առանց միջուկի ինդուկցիոն ջեռուցման սարքավորումների և միջուկով ինդուկցիոն ջեռուցման սարքավորումների.
(2) Ըստ ինդուկտորի կառուցվածքի, այն կարելի է բաժանել մեծացած անսարքության տեսակի և թունելի տիպի (ակոս, հալած խրամատ) ինդուկցիոն ջեռուցման սարքավորումների.
(3) Ըստ ջեռուցման մասի, այն կարելի է բաժանել տեղական ջեռուցման և ընդհանուր ջեռուցման:
2 Շարունակական ձուլման Tundish հալված պողպատի էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորում
2. 1 Թունդիշ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորում, որը համընկնում է հորիզոնական շարունակական ձուլման մեքենայի հետ
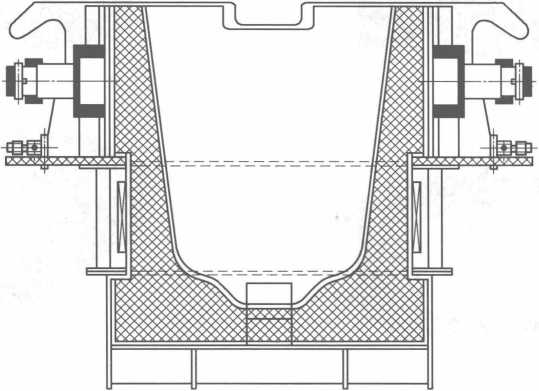
Թունիշ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորումը, որը համընկնում է հորիզոնական շարունակական ձուլման մեքենայի հետ, ներկայացված է Նկար 10-7-ում:
Այժմ բացատրվում է չժանգոտվող պողպատի գործարանի արտադրության գործընթացը:
Նկար 10-7 Թունդիշ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորում, որը համընկնում է հորիզոնական շարունակական ձուլման մեքենայի հետ
 Բոլոր տեսակի չժանգոտվող պողպատի խմբաքանակից հետո դրանք բեռնվում են երեք 5 տ ինդուկցիոն վառարանների մեջ՝ սնուցող բաքից կռունկներով: Այն բանից հետո, երբ ջարդոնը հալեցնում է մինչև պահանջվող ջերմաստիճանը (մոտ 1650°C), ինդուկցիոն վառարանում հալված պողպատը լցվում է շերեփի մեջ, այնուհետև օգտագործվում։ խարամ, դեֆոսֆորացում և ծծմբի հեռացում և համաձուլվածքի բաղադրության ճշգրտում (հիմնականում Cr, Ni), այնուհետև հալած պողպատը (բաղադրությունը և ջերմաստիճանը համապատասխանում են պահանջներին) Հալած պողպատը շերեփի մեջ դնել շերեփի մեջ և օգտագործել կռունկը լցնելու համար։ շերեփի մեջ հալված պողպատը 8 տ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորման շերեփի մեջ: Չժանգոտվող պողպատի հեղուկը, որը ջեռուցվում է ջերմության պահպանման միջոցով, քաշվում և ձուլվում է կլոր ձողի մեջ հորիզոնական շարունակական ձուլման մեքենայի միջոցով և վերջապես մղվում է սառեցման մահճակալ՝ ձևավորելու և կտրելու միջոցով: .
Բոլոր տեսակի չժանգոտվող պողպատի խմբաքանակից հետո դրանք բեռնվում են երեք 5 տ ինդուկցիոն վառարանների մեջ՝ սնուցող բաքից կռունկներով: Այն բանից հետո, երբ ջարդոնը հալեցնում է մինչև պահանջվող ջերմաստիճանը (մոտ 1650°C), ինդուկցիոն վառարանում հալված պողպատը լցվում է շերեփի մեջ, այնուհետև օգտագործվում։ խարամ, դեֆոսֆորացում և ծծմբի հեռացում և համաձուլվածքի բաղադրության ճշգրտում (հիմնականում Cr, Ni), այնուհետև հալած պողպատը (բաղադրությունը և ջերմաստիճանը համապատասխանում են պահանջներին) Հալած պողպատը շերեփի մեջ դնել շերեփի մեջ և օգտագործել կռունկը լցնելու համար։ շերեփի մեջ հալված պողպատը 8 տ էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորման շերեփի մեջ: Չժանգոտվող պողպատի հեղուկը, որը ջեռուցվում է ջերմության պահպանման միջոցով, քաշվում և ձուլվում է կլոր ձողի մեջ հորիզոնական շարունակական ձուլման մեքենայի միջոցով և վերջապես մղվում է սառեցման մահճակալ՝ ձևավորելու և կտրելու միջոցով: .
8t էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորման շերեփի ֆիզիկական օբյեկտը ներկայացված է Նկար 10-8-ում:
8t և 14t tundish էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորումը, Tundish ինդուկցիոն ջեռուցման սարքավորումը կարող է խստորեն և ճշգրիտ վերահսկել հալված պողպատի ջերմաստիճանը (սխալի միջակայքը ընդամենը ±5~6℃ է), դրանով իսկ ապահովելով բիլետի որակը: Բացի այդ, թունդիշի ջերմաստիճանի ճշգրտման ժամանակը կարող է նաև պատշաճ կերպով երկարացվել՝ ցույց տալով ինդուկցիոն ջեռուցման սարքավորումների լավ ազդեցությունը:
2. Շարունակական ձուլման մեքենայի ինդուկցիոն ջեռուցման սարքավորման 2 Թունդիշ սարք
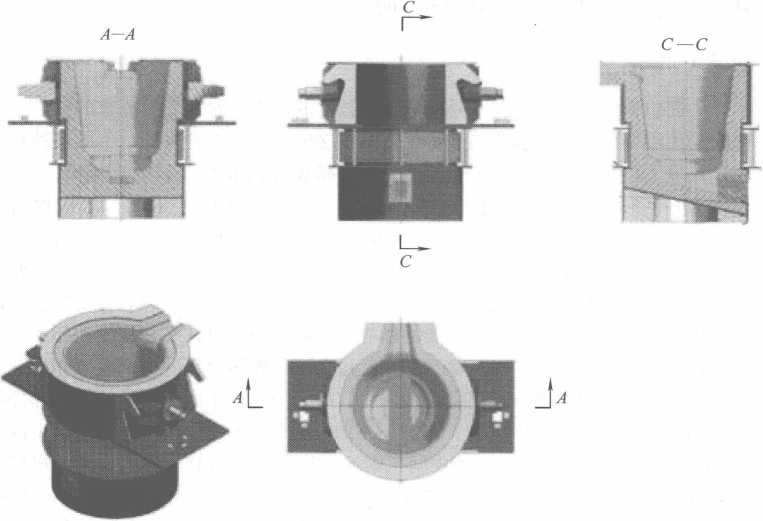
Շարունակական ձուլման մեքենայի ինդուկցիոն ջեռուցման սարքավորման թունիշ սարքը ներկայացված է Նկար 10-9-ում:
Այն բանից հետո, երբ աղեղնաշարի շարունակական ձուլակտորը ընդունում է էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորումը, հպման ջերմաստիճանը կարող է իջեցվել (օրինակ, դա կարող է լինել.
Նկար 10-9 Շարունակական ձուլման մեքենայի ինդուկցիոն ջեռուցման սարքավորման Թունդիշ սարքը
1700°C-ից մինչև 1650°C), սա ոչ միայն օգնում է բարելավել պողպատե վառարանի երեսպատման կյանքը (փոխարկիչ, էլեկտրական աղեղային վառարան կամ ինդուկցիոն վառարան), այլև կայունացնում է հալած պողպատի ջերմաստիճանը շարունակական ձուլման ժամանակ և երաշխավորում շարունակական որակը: ձուլման billets.
Ելնելով վերը նշված ներածությունից՝ կարելի է համարել, որ շարունակական ձուլման Tundish մագնիսական ինդուկցիոն ջեռուցման սարքավորումը նոր էներգախնայող և էկոլոգիապես մաքուր տեխնոլոգիա է: Այս սարքի ընդունումը համեմատաբար իդեալական տեխնոլոգիական վերափոխման նախագիծ է մետալուրգիական ձեռնարկությունների համար, և այն արժանի է առաջխաղացման և օգտագործման։
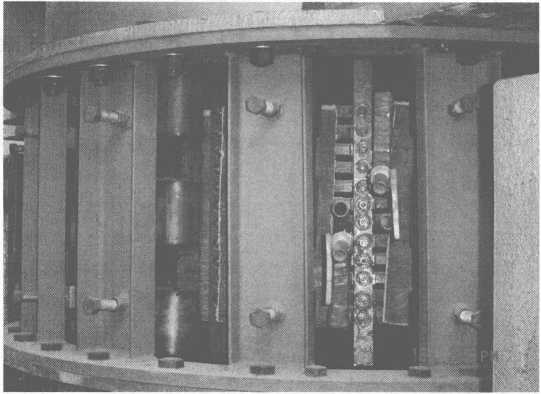
Նկար 10-10-ը ցույց է տալիս 16t tundish էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորումը:
Նկար 10-10 16t tundish էլեկտրամագնիսական ինդուկցիոն ջեռուցման սարքավորում
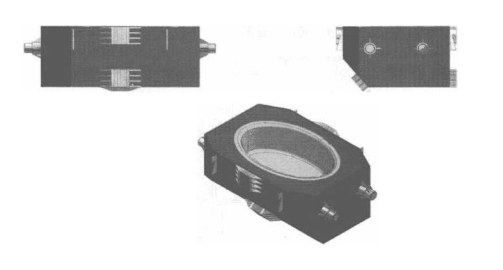
Նկար 10-11-ը 14 տ ինդուկցիոն ջեռուցման սարքավորումների թունդիշի սխեմատիկ դիագրամ է:

Նկար 10-11 14t ինդուկցիոն ջեռուցման սարքավորումների թունդիշի սխեմատիկ դիագրամ