- 30
- Oct
ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਟਿੰਡਿਸ਼ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ
ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਟਿੰਡਿਸ਼ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ
1 ਸੰਖੇਪ ਜਾਣਕਾਰੀ
ਟਿੰਡਿਸ਼ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਤਕਨਾਲੋਜੀ ਨੂੰ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਤਕਨਾਲੋਜੀ ਦੀ ਤਰੱਕੀ, ਸਟੀਲ ਦੀ ਗੁਣਵੱਤਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਵਿੱਚ ਸੁਧਾਰ, ਊਰਜਾ ਦੀ ਬਚਤ ਅਤੇ ਖਪਤ ਵਿੱਚ ਕਮੀ ਦੀ ਜ਼ਰੂਰਤ, ਅਤੇ ਬਾਹਰੀ ਰਿਫਾਈਨਿੰਗ ਅਤੇ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੇ ਮੇਲ ਨਾਲ ਵਿਕਸਤ ਕੀਤਾ ਗਿਆ ਹੈ। ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਸੁਪਰਹੀਟ ਦੇ AT ‘ਤੇ ਵੱਖ-ਵੱਖ ਸਟੀਲ ਗ੍ਰੇਡਾਂ ਦੀਆਂ ਵੱਖ-ਵੱਖ ਲੋੜਾਂ ਹੁੰਦੀਆਂ ਹਨ। ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਲਈ, ਅੰਦਰੂਨੀ ਚੀਰ ਅਤੇ ਢਿੱਲੇ ਕੇਂਦਰ ਨੂੰ ਘਟਾਉਣ ਲਈ, AT ਘੱਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (5~200T); ਕੋਲਡ-ਰੋਲਡ ਪਤਲੀਆਂ ਪਲੇਟਾਂ ਲਈ, ਸਤ੍ਹਾ ਦੀ ਚੰਗੀ ਗੁਣਵੱਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਵੱਧ (15~300℃)। ਹਾਲਾਂਕਿ, ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਨੂੰ ਘੱਟ ਕਰਨ ਲਈ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੀ ਸੁਪਰਹੀਟ ਨੂੰ ਇੱਕ ਖਾਸ ਸੀਮਾ ਦੇ ਅੰਦਰ ਸਥਿਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਹ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਉਤਪਾਦਨ ਦੀ ਨਿਰਵਿਘਨ ਪ੍ਰਗਤੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ, ਨੋਜ਼ਲ ਦੀ ਰੁਕਾਵਟ ਨੂੰ ਰੋਕਣ ਜਾਂ ਲੀਕ ਹੋਣ ਵਾਲੀਆਂ ਦੁਰਘਟਨਾਵਾਂ ਨੂੰ ਰੋਕਣ, ਅਤੇ ਕਾਸਟ ਸਲੈਬਾਂ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਇੱਕ ਜ਼ਰੂਰੀ ਸ਼ਰਤ ਹੈ। ਟਿੰਡਿਸ਼ ਦੇ ਹੀਟਿੰਗ ਫੰਕਸ਼ਨ ਨੂੰ ਵਧਾਉਣਾ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੀ ਸੁਪਰਹੀਟ ਨੂੰ ਸਥਿਰਤਾ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰਨਾ ਸੰਭਵ ਬਣਾਉਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਲੱਡੂਆਂ ਦੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦਾ ਤਾਪਮਾਨ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਕਰਦਾ ਹੈ, ਜਿਸਦਾ ਲਗਾਤਾਰ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ‘ਤੇ ਮਾੜਾ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ, ਅਤੇ ਟਿੰਡਿਸ਼ ਨੂੰ ਗਰਮ ਕਰਨ ਨਾਲ ਕੁਝ ਹੱਦ ਤੱਕ ਇਸ ਦੀ ਭਰਪਾਈ ਹੋ ਸਕਦੀ ਹੈ। ਹਾਲਾਂਕਿ, ਇਹ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਇੱਕ ਸਥਿਰ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੀ ਸੁਪਰਹੀਟ ਨੂੰ ਬਣਾਈ ਰੱਖਣਾ ਮੁੱਖ ਤੌਰ ‘ਤੇ ਸਹੀ ਟੈਪਿੰਗ ਤਾਪਮਾਨ ਅਤੇ ਟੈਪ ਕਰਨ ਤੋਂ ਬਾਅਦ ਐਡਜਸਟਮੈਂਟ ਢਾਂਚੇ ‘ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਅਤੇ ਟਿੰਡਿਸ਼ ਹੀਟਿੰਗ ਸਿਰਫ ਇੱਕ ਪੂਰਕ ਭੂਮਿਕਾ ਨਿਭਾ ਸਕਦੀ ਹੈ। ਫਿਰ ਵੀ, ਟਿੰਡਿਸ਼ ਵਿੱਚ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੀ ਹੀਟਿੰਗ ਅਤੇ ਨਿਯੰਤਰਣ ਅਜੇ ਵੀ ਧਾਤੂ ਵਿਗਿਆਨਕ ਭਾਈਚਾਰੇ ਦਾ ਧਿਆਨ ਪ੍ਰਾਪਤ ਕਰ ਰਿਹਾ ਹੈ। ਜਾਪਾਨ, ਸੰਯੁਕਤ ਰਾਜ, ਯੂਨਾਈਟਿਡ ਕਿੰਗਡਮ, ਅਤੇ ਫਰਾਂਸ ਦੁਆਰਾ ਨੁਮਾਇੰਦਗੀ ਕਰਨ ਵਾਲੇ ਕੁਝ ਦੇਸ਼ਾਂ ਨੇ 1970 ਤੋਂ 1980 ਦੇ ਦਹਾਕੇ ਤੱਕ ਲਗਾਤਾਰ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਹੀਟਿੰਗ ਤਕਨਾਲੋਜੀ ‘ਤੇ ਖੋਜ ਕੀਤੀ ਹੈ। ਜਾਪਾਨ ਦੀ ਕਾਵਾਸਾਕੀ ਕੰਪਨੀ ਨੇ ਪਹਿਲੀ ਵਾਰ 1982 ਦੇ ਸ਼ੁਰੂ ਵਿੱਚ ਇੱਕ ਜਾਪਾਨੀ ਪੇਟੈਂਟ ਵਿਕਸਿਤ ਕੀਤਾ ਅਤੇ ਪ੍ਰਾਪਤ ਕੀਤਾ। ਵਰਤਮਾਨ ਵਿੱਚ, ਟਿੰਡਿਸ਼ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਹੀਟਿੰਗ ਤਕਨਾਲੋਜੀ ਨੂੰ ਸਫਲਤਾਪੂਰਵਕ ਵਿਕਸਤ ਕੀਤਾ ਗਿਆ ਹੈ ਜਾਂ ਵਿਕਾਸ ਅਧੀਨ ਹੈ, ਆਮ ਤੌਰ ‘ਤੇ ਭੌਤਿਕ ਹੀਟਿੰਗ ਵਿਧੀ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ। ਭੌਤਿਕ ਹੀਟਿੰਗ ਵਿਧੀ ਵਿੱਚ, ਬਿਜਲੀ ਊਰਜਾ ਨੂੰ ਗਰਮੀ ਦੇ ਸਰੋਤ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਬਿਜਲੀ ਊਰਜਾ ਦੇ ਅਨੁਸਾਰ ਬਦਲਿਆ ਜਾਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਵਿਧੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ, ਪਲਾਜ਼ਮਾ ਹੀਟਿੰਗ, ਇਲੈਕਟ੍ਰੋਸਲੈਗ ਹੀਟਿੰਗ ਅਤੇ ਡੀਸੀ ਸਿਰੇਮਿਕ ਹੀਟਿੰਗ ਤਕਨਾਲੋਜੀ।
ਟੁੰਡਿਸ਼ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣਾਂ ਦੀਆਂ ਹੇਠ ਲਿਖੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ:
(1) ਤੇਜ਼ ਹੀਟਿੰਗ ਦੀ ਗਤੀ ਅਤੇ ਉੱਚ ਇਲੈਕਟ੍ਰਿਕ ਹੀਟਿੰਗ ਕੁਸ਼ਲਤਾ;
(2) ਕੁਝ ਕਿਸਮਾਂ ਵਿੱਚ ਇੱਕ ਖਾਸ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਹਿਲਾਉਣ ਵਾਲਾ ਪ੍ਰਭਾਵ ਵੀ ਹੁੰਦਾ ਹੈ, ਜੋ ਸੰਮਿਲਨਾਂ ਨੂੰ ਹਟਾਉਣ ਲਈ ਅਨੁਕੂਲ ਹੁੰਦਾ ਹੈ;
(3) ਪ੍ਰਕਿਰਿਆ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਅਤੇ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਗੱਲ ਇਹ ਹੈ ਕਿ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਸੁਪਰਹੀਟ ਨੂੰ ਵਧੇਰੇ ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰਨਾ;
(4) ਹੀਟਿੰਗ ਪਾਵਰ ਟਿੰਡਿਸ਼ ਤਰਲ ਪੱਧਰ ਦੀ ਡੂੰਘਾਈ ਦੁਆਰਾ ਸੀਮਿਤ ਹੈ। ਸਿਰਫ਼ ਜਦੋਂ ਟਿੰਡਿਸ਼ ਵਿੱਚ ਪਿਘਲਾ ਹੋਇਆ ਸਟੀਲ ਇੱਕ ਖਾਸ ਡੂੰਘਾਈ ਤੱਕ ਇਕੱਠਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਹੀਟਿੰਗ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਅੱਗੇ ਵਧ ਸਕਦੀ ਹੈ।
ਟਿੰਡਿਸ਼ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੀਆਂ ਕਈ ਕਿਸਮਾਂ ਹਨ:
(1) ਇੰਡਕਟਰ ਦੀ ਕਿਸਮ ਦੇ ਅਨੁਸਾਰ, ਇਸਨੂੰ ਕੋਰਡ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਅਤੇ ਕੋਰਡ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ;
(2) ਇੰਡਕਟਰ ਦੀ ਬਣਤਰ ਦੇ ਅਨੁਸਾਰ, ਇਸਨੂੰ ਵਧੇ ਹੋਏ ਨੁਕਸ ਦੀ ਕਿਸਮ ਅਤੇ ਸੁਰੰਗ ਦੀ ਕਿਸਮ (ਨਾਲੀ, ਪਿਘਲੇ ਹੋਏ ਖਾਈ) ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ;
(3) ਹੀਟਿੰਗ ਹਿੱਸੇ ਦੇ ਅਨੁਸਾਰ, ਇਸ ਨੂੰ ਸਥਾਨਕ ਹੀਟਿੰਗ ਅਤੇ ਸਮੁੱਚੀ ਹੀਟਿੰਗ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ.
2 ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਟੁੰਡਿਸ਼ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਉਪਕਰਣ
2. 1 ਟੁੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਹਰੀਜੱਟਲ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ
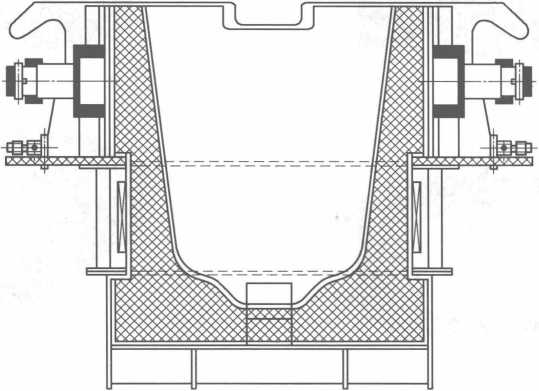
ਖਿਤਿਜੀ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਟਿੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਚਿੱਤਰ 10-7 ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
ਇੱਕ ਸਟੀਲ ਪਲਾਂਟ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਹੁਣ ਸਮਝਾਇਆ ਗਿਆ ਹੈ।
ਚਿੱਤਰ 10-7 ਟਿੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਹਰੀਜੱਟਲ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ
 ਹਰ ਕਿਸਮ ਦੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਬੈਚ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਉਹਨਾਂ ਨੂੰ ਕ੍ਰੇਨਾਂ ਨਾਲ ਫੀਡਿੰਗ ਟੈਂਕ ਤੋਂ ਤਿੰਨ 5t ਇੰਡਕਸ਼ਨ ਫਰਨੇਸਾਂ ਵਿੱਚ ਲੋਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਸਕ੍ਰੈਪ ਸਟੀਲ ਨੂੰ ਲੋੜੀਂਦੇ ਤਾਪਮਾਨ (ਲਗਭਗ 1650 ਡਿਗਰੀ ਸੈਲਸੀਅਸ) ਤੱਕ ਪਿਘਲਣ ਤੋਂ ਬਾਅਦ, ਇੰਡਕਸ਼ਨ ਫਰਨੇਸ ਵਿੱਚ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਲੈਡਲ ਵਿੱਚ ਡੋਲ੍ਹ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਟਰੱਕ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ 8t AOD ਭੱਠੀ ਵਿੱਚ ਡੋਲ੍ਹਦਾ ਹੈ, ਜਿੱਥੇ ਇਹ ਡੀਕਾਰਬੁਰਾਈਜ਼ੇਸ਼ਨ ਤੋਂ ਗੁਜ਼ਰਦਾ ਹੈ, ਸਲੈਗਿੰਗ, ਡੀਫੋਸਫੋਰਾਈਜ਼ੇਸ਼ਨ ਅਤੇ ਗੰਧਕ ਨੂੰ ਹਟਾਉਣਾ, ਅਤੇ ਮਿਸ਼ਰਤ ਮਿਸ਼ਰਣ (ਮੁੱਖ ਤੌਰ ‘ਤੇ Cr, Ni) ਦੀ ਵਿਵਸਥਾ, ਅਤੇ ਫਿਰ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ (ਰਚਨਾ ਅਤੇ ਤਾਪਮਾਨ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ) ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਲੈਡਲ ਵਿੱਚ ਪਾਓ ਅਤੇ ਡੋਲ੍ਹਣ ਲਈ ਕ੍ਰੇਨ ਦੀ ਵਰਤੋਂ ਕਰੋ। 8t ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਨ ਦੇ ਲੈਡਲ ਵਿੱਚ ਪਿਘਲਾ ਹੋਇਆ ਸਟੀਲ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਤਰਲ ਨੂੰ ਗਰਮੀ ਦੀ ਸੰਭਾਲ ਦੁਆਰਾ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਖਿਤਿਜੀ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਇੱਕ ਗੋਲ ਪੱਟੀ ਵਿੱਚ ਖਿੱਚਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਅੰਤ ਵਿੱਚ ਬਣਾਉਣ ਅਤੇ ਕੱਟਣ ਦੁਆਰਾ ਕੂਲਿੰਗ ਬੈੱਡ ਵਿੱਚ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ। .
ਹਰ ਕਿਸਮ ਦੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਬੈਚ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਉਹਨਾਂ ਨੂੰ ਕ੍ਰੇਨਾਂ ਨਾਲ ਫੀਡਿੰਗ ਟੈਂਕ ਤੋਂ ਤਿੰਨ 5t ਇੰਡਕਸ਼ਨ ਫਰਨੇਸਾਂ ਵਿੱਚ ਲੋਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਸਕ੍ਰੈਪ ਸਟੀਲ ਨੂੰ ਲੋੜੀਂਦੇ ਤਾਪਮਾਨ (ਲਗਭਗ 1650 ਡਿਗਰੀ ਸੈਲਸੀਅਸ) ਤੱਕ ਪਿਘਲਣ ਤੋਂ ਬਾਅਦ, ਇੰਡਕਸ਼ਨ ਫਰਨੇਸ ਵਿੱਚ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਲੈਡਲ ਵਿੱਚ ਡੋਲ੍ਹ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਟਰੱਕ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ 8t AOD ਭੱਠੀ ਵਿੱਚ ਡੋਲ੍ਹਦਾ ਹੈ, ਜਿੱਥੇ ਇਹ ਡੀਕਾਰਬੁਰਾਈਜ਼ੇਸ਼ਨ ਤੋਂ ਗੁਜ਼ਰਦਾ ਹੈ, ਸਲੈਗਿੰਗ, ਡੀਫੋਸਫੋਰਾਈਜ਼ੇਸ਼ਨ ਅਤੇ ਗੰਧਕ ਨੂੰ ਹਟਾਉਣਾ, ਅਤੇ ਮਿਸ਼ਰਤ ਮਿਸ਼ਰਣ (ਮੁੱਖ ਤੌਰ ‘ਤੇ Cr, Ni) ਦੀ ਵਿਵਸਥਾ, ਅਤੇ ਫਿਰ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ (ਰਚਨਾ ਅਤੇ ਤਾਪਮਾਨ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ) ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਲੈਡਲ ਵਿੱਚ ਪਾਓ ਅਤੇ ਡੋਲ੍ਹਣ ਲਈ ਕ੍ਰੇਨ ਦੀ ਵਰਤੋਂ ਕਰੋ। 8t ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਨ ਦੇ ਲੈਡਲ ਵਿੱਚ ਪਿਘਲਾ ਹੋਇਆ ਸਟੀਲ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਤਰਲ ਨੂੰ ਗਰਮੀ ਦੀ ਸੰਭਾਲ ਦੁਆਰਾ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਖਿਤਿਜੀ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਇੱਕ ਗੋਲ ਪੱਟੀ ਵਿੱਚ ਖਿੱਚਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਅੰਤ ਵਿੱਚ ਬਣਾਉਣ ਅਤੇ ਕੱਟਣ ਦੁਆਰਾ ਕੂਲਿੰਗ ਬੈੱਡ ਵਿੱਚ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ। .
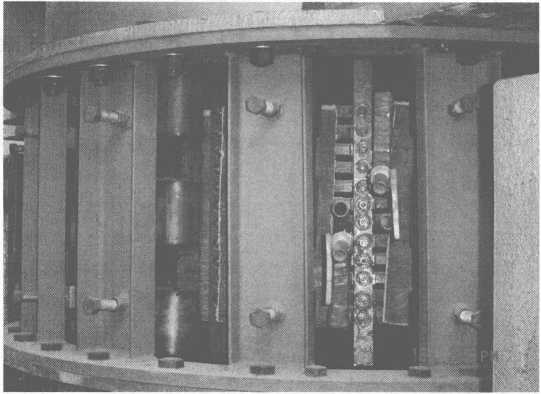
8t ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਲੈਡਲ ਦੀ ਭੌਤਿਕ ਵਸਤੂ ਨੂੰ ਚਿੱਤਰ 10-8 ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
8t ਅਤੇ 14t ਟੁੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ, ਟਿੰਡਿਸ਼ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਸਖਤੀ ਨਾਲ ਅਤੇ ਸਹੀ ਢੰਗ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰ ਸਕਦੇ ਹਨ (ਗਲਤੀ ਰੇਂਜ ਸਿਰਫ ±5 ~ 6℃ ਹੈ), ਇਸ ਤਰ੍ਹਾਂ ਬਿਲਟ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਟਿੰਡਿਸ਼ ਦਾ ਤਾਪਮਾਨ ਸਮਾਯੋਜਨ ਸਮਾਂ ਵੀ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਵਧਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੇ ਚੰਗੇ ਪ੍ਰਭਾਵ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
2. ਚਾਪ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੇ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੀ 2 ਟਿੰਡਿਸ਼ ਡਿਵਾਈਸ
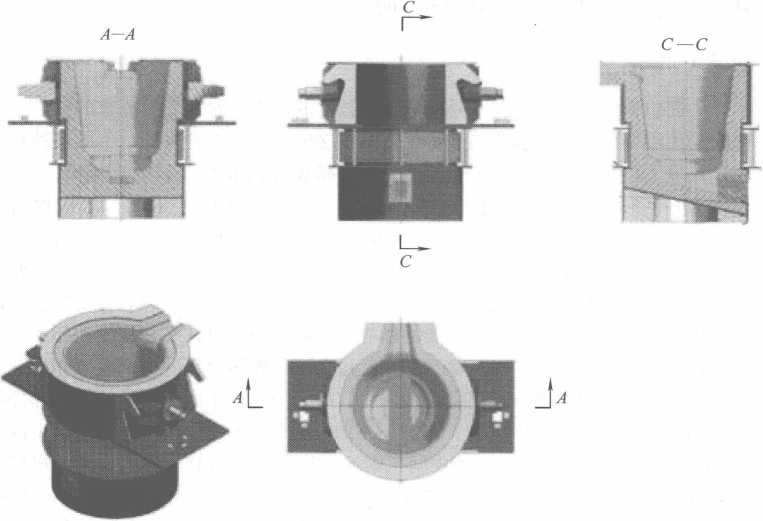
ਚਾਪ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੇ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦਾ ਟਿੰਡਿਸ਼ ਉਪਕਰਣ ਚਿੱਤਰ 10-9 ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
ਆਰਕ ਬਿਲਟ ਨਿਰੰਤਰ ਕੈਸਟਰ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਟਿੰਡਿਸ਼ ਨੂੰ ਅਪਣਾਉਣ ਤੋਂ ਬਾਅਦ, ਟੈਪਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਘੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ (ਉਦਾਹਰਨ ਲਈ, ਇਹ ਹੋ ਸਕਦਾ ਹੈ)
ਚਿੱਤਰ 10-9 ਚਾਪ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੇ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦਾ ਟੁੰਡਿਸ਼ ਯੰਤਰ
1700°C ਤੋਂ 1650°C ਤੱਕ), ਇਹ ਨਾ ਸਿਰਫ਼ ਸਟੀਲਮੇਕਿੰਗ ਫਰਨੇਸ ਲਾਈਨਿੰਗ (ਕਨਵਰਟਰ, ਇਲੈਕਟ੍ਰਿਕ ਆਰਕ ਫਰਨੇਸ ਜਾਂ ਇੰਡਕਸ਼ਨ ਫਰਨੇਸ) ਦੇ ਜੀਵਨ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ, ਸਗੋਂ ਲਗਾਤਾਰ ਕਾਸਟਿੰਗ ਵਿੱਚ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਸਥਿਰ ਕਰਦਾ ਹੈ ਅਤੇ ਨਿਰੰਤਰਤਾ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਗਾਰੰਟੀ ਦਿੰਦਾ ਹੈ। ਕਾਸਟਿੰਗ billets.
ਉਪਰੋਕਤ ਜਾਣ-ਪਛਾਣ ਦੇ ਅਧਾਰ ‘ਤੇ, ਇਹ ਮੰਨਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਟਿੰਡਿਸ਼ ਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਇੱਕ ਨਵੀਂ ਊਰਜਾ-ਬਚਤ ਅਤੇ ਵਾਤਾਵਰਣ-ਅਨੁਕੂਲ ਤਕਨਾਲੋਜੀ ਹੈ। ਇਸ ਯੰਤਰ ਦੀ ਗੋਦ ਧਾਤੂ ਉੱਦਮਾਂ ਲਈ ਇੱਕ ਮੁਕਾਬਲਤਨ ਆਦਰਸ਼ ਤਕਨੀਕੀ ਤਬਦੀਲੀ ਪ੍ਰੋਜੈਕਟ ਹੈ, ਅਤੇ ਇਹ ਤਰੱਕੀ ਅਤੇ ਵਰਤੋਂ ਦੇ ਯੋਗ ਹੈ।
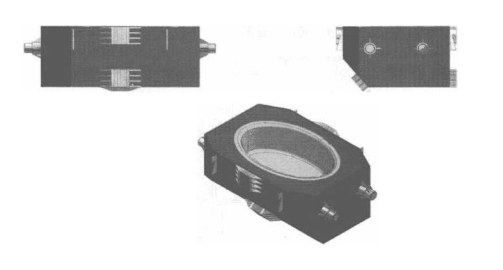
ਚਿੱਤਰ 10-10 16t ਟਿੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਨ ਦਿਖਾਉਂਦਾ ਹੈ।
ਚਿੱਤਰ 10-10 16t ਟੁੰਡਿਸ਼ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ
ਚਿੱਤਰ 10-11 14t ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਨ ਦੇ ਟਿੰਡਿਸ਼ ਦਾ ਇੱਕ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ ਹੈ।

ਚਿੱਤਰ 10-11 14t ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੇ ਟਿੰਡਿਸ਼ ਦਾ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ