- 30
- Oct
निरन्तर कास्टिङ टन्डिश पग्लिएको स्टील इन्डक्शन हीटिंग उपकरण
निरन्तर कास्टिङ टन्डिश पग्लिएको स्टील इन्डक्शन हीटिंग उपकरण
1.१ अवलोकन
टन्डिश पग्लिएको स्टील इन्डक्शन हीटिंग उपकरण टेक्नोलोजी निरन्तर कास्टिङ टेक्नोलोजीको प्रगति, स्टील गुणस्तर आवश्यकताहरूको सुधार, ऊर्जा बचत र खपत घटाउने आवश्यकता, र बाह्य परिष्करण र निरन्तर कास्टिङ प्रक्रियाहरूको मिलानको साथ विकसित गरिएको छ। पग्लिएको स्टील सुपरहिटको AT मा विभिन्न स्टील ग्रेडहरूको फरक आवश्यकताहरू छन्। बाक्लो प्लेटहरूको लागि, आन्तरिक दरारहरू र ढीलो केन्द्र कम गर्नको लागि, AT कम हुनुपर्छ (5~200T); चिसो-रोल्ड पातलो प्लेटहरूको लागि, सतह राम्रो गुणस्तर हुनु आवश्यक छ। उच्च (15 ~ 300 ℃)। यद्यपि, उतार चढाव कम गर्नको लागि पग्लिएको स्टील सुपरहिट निश्चित दायरा भित्र स्थिर हुनुपर्छ। यो निरन्तर कास्टिंग उत्पादनको सहज प्रगति सुनिश्चित गर्न, नोजल अवरोध रोक्न वा चुहावट दुर्घटनाहरू रोक्न, र कास्ट स्ल्याबहरूको गुणस्तर सुनिश्चित गर्न आवश्यक शर्त हो। टन्डिशको तताउने प्रकार्यको बृद्धिले पग्लिएको स्टीलको सुपरहिटलाई स्थिर रूपमा नियन्त्रण गर्न सम्भव बनाउँछ। विभिन्न लडेलको पग्लिएको स्टिलको तापक्रममा उतारचढाव हुन्छ, जसले निरन्तर कास्टिङ प्रक्रियामा प्रतिकूल प्रभाव पार्छ र टुन्डिशलाई तताउँदा केही हदसम्म त्यसको क्षतिपूर्ति हुन सक्छ। यद्यपि, यो औंल्याउनुपर्छ कि स्थिर पग्लिएको स्टीलको सुपरहीट कायम राख्ने मुख्यतया उचित ट्यापिंग तापक्रम र ट्याप पछि समायोजन संरचनामा निर्भर गर्दछ, र टन्डिश हीटिंगले मात्र पूरक भूमिका खेल्न सक्छ। जे होस्, टुन्डिशमा पग्लिएको स्टिलको तताउने र नियन्त्रणले अझै पनि धातु विज्ञान समुदायबाट ध्यान पाइरहेको छ। जापान, संयुक्त राज्य अमेरिका, युनाइटेड किंगडम र फ्रान्स द्वारा प्रतिनिधित्व गर्ने केही देशहरूले 1970 देखि 1980 को दशकसम्म टन्डिश पग्लिएको स्टिल तताउने प्रविधिमा क्रमिक रूपमा अनुसन्धान गरेका छन्। जापानको कावासाकी कम्पनीले सन् १९८२ को शुरुमा पहिलो पटक जापानी पेटेन्टको विकास गरी प्राप्त गरेको थियो। हाल, टन्डिश पग्लिएको स्टिल तताउने प्रविधि सफलतापूर्वक विकसित वा विकास भइरहेको अवस्थामा सामान्यतया भौतिक तताउने विधि अपनाइन्छ। भौतिक तताउने विधिमा, विद्युत उर्जालाई तापको स्रोतको रूपमा प्रयोग गरिन्छ र विद्युतीय उर्जा अनुसार रूपान्तरण गरिन्छ। विभिन्न संयन्त्रहरूलाई विभाजित गर्न सकिन्छ: विद्युत चुम्बकीय इन्डक्शन हीटिंग उपकरण, प्लाज्मा हीटिंग, इलेक्ट्रोस्लाग हीटिंग र डीसी सिरेमिक हीटिंग टेक्नोलोजी।
टन्डिश इन्डक्शन हीटिंग उपकरणमा निम्न विशेषताहरू छन्:
(1) छिटो ताप गति र उच्च विद्युत ताप दक्षता;
(२) केही प्रकारहरूमा पनि एक निश्चित विद्युत चुम्बकीय हलचल प्रभाव हुन्छ, जुन समावेशहरू हटाउनको लागि अनुकूल हुन्छ;
(3) प्रक्रियाको तापक्रम नियन्त्रण गर्न सजिलो छ, र सबैभन्दा महत्त्वपूर्ण कुरा भनेको पिघलेको स्टीलको सुपरहीटलाई सही रूपमा नियन्त्रण गर्नु हो;
(4) तताउने शक्ति टन्डिश तरल स्तरको गहिराई द्वारा सीमित छ। टन्डिशमा पग्लिएको स्टिल एक निश्चित गहिराइमा जम्मा भएपछि मात्र तताउने काम सहज रूपमा अघि बढ्न सक्छ।
त्यहाँ धेरै प्रकारका टुन्डिश इन्डक्शन हीटिंग उपकरणहरू छन्:
(1) इन्डक्टरको प्रकार अनुसार, यसलाई कोरलेस इन्डक्शन हीटिंग उपकरण र कोर इन्डक्शन हीटिंग उपकरणमा विभाजन गर्न सकिन्छ;
(२) इन्डक्टरको संरचना अनुसार, यसलाई बढेको गल्ती प्रकार र सुरुङ प्रकार (ग्रुभ, पग्लिएको खाडल) इन्डक्सन तताउने उपकरणमा विभाजन गर्न सकिन्छ;
(3) तताउने भाग अनुसार, यसलाई स्थानीय ताप र समग्र तापमा विभाजन गर्न सकिन्छ।
2 निरन्तर कास्टिङ टुन्डिश पिघलाएको स्टील इलेक्ट्रोम्याग्नेटिक इन्डक्शन हीटिंग उपकरण उपकरण
2. 1 Tundish इलेक्ट्रोम्याग्नेटिक इन्डक्सन हीटिंग उपकरण तेर्सो निरन्तर कास्टिङ मेसिनसँग मेल खान्छ
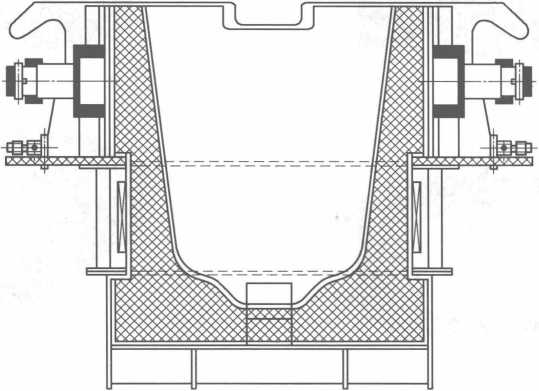
तेर्सो निरन्तर कास्टिङ मेसिनसँग मिल्ने टन्डिश इलेक्ट्रोम्याग्नेटिक इन्डक्सन हीटिंग उपकरण चित्र 10-7 मा देखाइएको छ।
स्टेनलेस स्टील प्लान्टको उत्पादन प्रक्रिया अब व्याख्या गरिएको छ।
चित्र 10-7 तेर्सो निरन्तर कास्टिङ मेसिनसँग मिलाइएको टुन्डिश इलेक्ट्रोम्याग्नेटिक इन्डक्सन हीटिंग उपकरण
 सबै प्रकारका स्टेनलेस स्टीलहरू ब्याच गरिसकेपछि, तिनीहरूलाई क्रेनको साथ फिडिङ ट्याङ्कीबाट तीन 5t इन्डक्सन फर्नेसहरूमा लोड गरिन्छ। स्क्र्याप स्टिल आवश्यक तापक्रम (लगभग 1650 डिग्री सेल्सियस) मा पग्लिएपछि, इन्डक्सन फर्नेसमा पग्लिएको स्टिललाई लाडलमा खन्याइन्छ, र त्यसपछि प्रयोग गरिन्छ ट्रकले पग्लिएको स्टिललाई 8t AOD फर्नेसमा हाल्छ, जहाँ यसले डेकार्ब्युराइजेसन पार्छ, स्ल्यागिङ, डिफोस्फोराइजेसन र सल्फर हटाउने, र मिश्र धातु संरचना (मुख्य रूपमा Cr, Ni) को समायोजन, र त्यसपछि पग्लिएको स्टील (संरचना र तापमान आवश्यकताहरू पूरा गर्दछ) लाडलमा पग्लिएको स्टीललाई लाडलमा राख्नुहोस् र खन्याउन क्रेन प्रयोग गर्नुहोस्। 8t इलेक्ट्रोम्याग्नेटिक इन्डक्शन तताउने उपकरणको लाडलमा पग्लिएको स्टील। तातो संरक्षणद्वारा तताइएको स्टेनलेस स्टील तरललाई तेर्सो निरन्तर कास्टिङ मेसिनद्वारा राउन्ड बारमा तानिन्छ र अन्तमा बनाइ र कतर्नबाट कूलिङ बेडमा धकेलिन्छ। ।
सबै प्रकारका स्टेनलेस स्टीलहरू ब्याच गरिसकेपछि, तिनीहरूलाई क्रेनको साथ फिडिङ ट्याङ्कीबाट तीन 5t इन्डक्सन फर्नेसहरूमा लोड गरिन्छ। स्क्र्याप स्टिल आवश्यक तापक्रम (लगभग 1650 डिग्री सेल्सियस) मा पग्लिएपछि, इन्डक्सन फर्नेसमा पग्लिएको स्टिललाई लाडलमा खन्याइन्छ, र त्यसपछि प्रयोग गरिन्छ ट्रकले पग्लिएको स्टिललाई 8t AOD फर्नेसमा हाल्छ, जहाँ यसले डेकार्ब्युराइजेसन पार्छ, स्ल्यागिङ, डिफोस्फोराइजेसन र सल्फर हटाउने, र मिश्र धातु संरचना (मुख्य रूपमा Cr, Ni) को समायोजन, र त्यसपछि पग्लिएको स्टील (संरचना र तापमान आवश्यकताहरू पूरा गर्दछ) लाडलमा पग्लिएको स्टीललाई लाडलमा राख्नुहोस् र खन्याउन क्रेन प्रयोग गर्नुहोस्। 8t इलेक्ट्रोम्याग्नेटिक इन्डक्शन तताउने उपकरणको लाडलमा पग्लिएको स्टील। तातो संरक्षणद्वारा तताइएको स्टेनलेस स्टील तरललाई तेर्सो निरन्तर कास्टिङ मेसिनद्वारा राउन्ड बारमा तानिन्छ र अन्तमा बनाइ र कतर्नबाट कूलिङ बेडमा धकेलिन्छ। ।
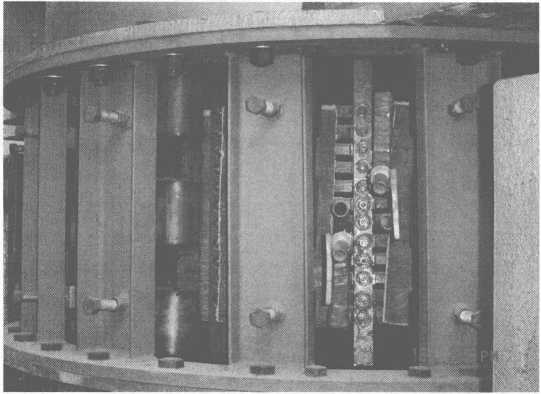
8t इलेक्ट्रोम्याग्नेटिक इन्डक्शन तताउने उपकरण लाडलको भौतिक वस्तु चित्र 10-8 मा देखाइएको छ।
8t र 14t टुन्डिश इलेक्ट्रोम्याग्नेटिक इन्डक्शन हीटिंग उपकरण, टुन्डिश इन्डक्सन हीटिंग उपकरणले पग्लिएको स्टीलको तापक्रमलाई कडा र सही रूपमा नियन्त्रण गर्न सक्छ (त्रुटि दायरा मात्र ± 5 ~ 6 ℃ हो), यसरी बिलेटको गुणस्तर सुनिश्चित गर्दछ। थप रूपमा, टन्डिशको तापमान समायोजन समय पनि उचित रूपमा विस्तार गर्न सकिन्छ, इन्डक्शन हीटिंग उपकरणको राम्रो प्रभाव देखाउँदै।
2. चाप निरन्तर कास्टिङ मेसिनको इन्डक्सन हीटिंग उपकरणको 2 टुन्डिश उपकरण
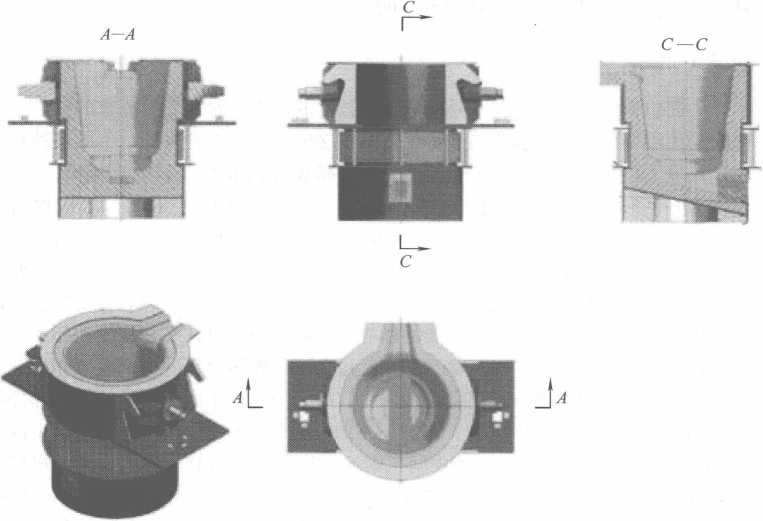
चाप निरन्तर कास्टिङ मेसिनको इन्डक्सन हीटिंग उपकरणको टुन्डिश उपकरण चित्र 10-9 मा देखाइएको छ।
चाप बिलेट निरन्तर कास्टरले इलेक्ट्रोम्याग्नेटिक इन्डक्शन हीटिंग उपकरण टुन्डिश अपनाएपछि, ट्यापिंग तापमान कम गर्न सकिन्छ (उदाहरणका लागि, यो हुन सक्छ।
चित्र 10-9 चाप निरन्तर कास्टिङ मेसिनको इन्डक्सन हीटिंग उपकरणको टुन्डिश उपकरण
1700°C देखि 1650°C सम्म), यसले स्टील निर्माण गर्ने फर्नेस लाइनिङ (कन्भर्टर, इलेक्ट्रिक आर्क फर्नेस वा इन्डक्सन फर्नेस) को जीवन सुधार्न मात्र मद्दत गर्दैन, तर निरन्तर कास्टिङमा पग्लिएको स्टिलको तापक्रमलाई स्थिर बनाउँछ र निरन्तरको गुणस्तरको ग्यारेन्टी दिन्छ। बिलेटहरू कास्ट गर्दै।
माथिको परिचयको आधारमा, यो विचार गर्न सकिन्छ कि निरन्तर कास्टिङ टन्डिश चुम्बकीय इन्डक्शन हीटिंग उपकरण एक नयाँ ऊर्जा बचत र पर्यावरण-मैत्री प्रविधि हो। यस यन्त्रको ग्रहण धातु उद्यमहरूको लागि अपेक्षाकृत आदर्श प्राविधिक रूपान्तरण परियोजना हो, र यो पदोन्नति र प्रयोगको योग्य छ।
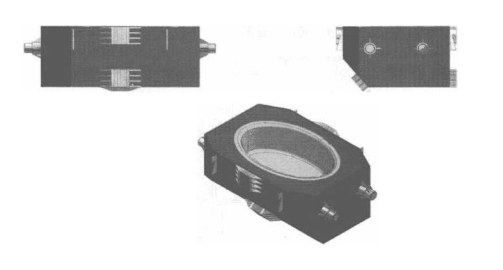
चित्र 10-10 ले 16t टुन्डिश इलेक्ट्रोम्याग्नेटिक इन्डक्शन हीटिंग उपकरण देखाउँछ।
चित्र 10-10 16t टुन्डिश इलेक्ट्रोम्याग्नेटिक इन्डक्शन हीटिंग उपकरण
चित्र 10-11 14t इन्डक्शन हीटिंग उपकरणको टुन्डिशको योजनाबद्ध रेखाचित्र हो।

चित्र 10-11 14t इन्डक्शन तताउने उपकरणको टुन्डिशको योजनाबद्ध रेखाचित्र