- 30
- Oct
مسلسل ڪاسٽنگ ٽنڊش پگھلندڙ اسٽيل انڊڪشن حرارتي سامان
مسلسل ڪاسٽنگ ٽنڊش پگھلندڙ اسٽيل انڊڪشن حرارتي سامان
1 نظرثاني
ٽنڊش پگھلڻ واري اسٽيل انڊڪشن حرارتي سامان جي ٽيڪنالاجي کي ترقي ڪئي وئي آهي مسلسل ڪاسٽنگ ٽيڪنالاجي جي ترقي، اسٽيل جي معيار جي گهرج جي بهتري، توانائي جي بچت ۽ واپرائڻ جي گھٽتائي جي ضرورت، ۽ خارجي ريفائننگ ۽ مسلسل ڪاسٽنگ جي عمل جي ميلاپ سان. پگھليل اسٽيل سپر هيٽ جي اي ٽي تي مختلف اسٽيل گريڊ جون مختلف ضرورتون هونديون آهن. ٿلهي پليٽن لاءِ، اندروني شگاف ۽ لوز سينٽر کي گھٽائڻ لاءِ، اي ٽي کي گھٽ هجڻ گھرجي (5~200T)؛ ٿڌي-رول ٿيل پتلي پليٽ لاء، مٿاڇري جي سٺي معيار جي ضرورت آهي. اعلي (15 ~ 300 ℃). بهرحال، پگھليل اسٽيل جي سپرهٽ کي لازمي طور تي مستحڪم ٿيڻ گهرجي هڪ خاص حد اندر وهڪري کي گهٽائڻ لاءِ. اهو هڪ ضروري شرط آهي ته مسلسل ڪاسٽنگ جي پيداوار جي هموار ترقي کي يقيني بڻائي، نوزل جي بلاڪ کي روڪڻ يا ليڪ حادثن کي روڪڻ، ۽ ڪاسٽ سليب جي معيار کي يقيني بڻائي. ٽنڊش جي حرارتي ڪارڪردگي کي وڌائڻ ممڪن بڻائي ٿو ته پگھلڻ واري اسٽيل جي تيز گرمي کي ڪنٽرول ڪرڻ لاء. مختلف ڪاٺين جي پگھريل اسٽيل جي گرمي پد ۾ ڦيرو اچي ٿو، جنهن جو مسلسل ڪاسٽنگ جي عمل تي خراب اثر پوي ٿو، ۽ ٽنڊش جي گرمائش ان کي ڪنهن حد تائين معاوضو ڏئي سگهي ٿو. بهرحال، اها ڳالهه ياد رکڻ گهرجي ته هڪ مستحڪم پگھليل اسٽيل سپر هيٽ کي برقرار رکڻ جو دارومدار خاص طور تي ٽيپ ڪرڻ جي مناسب گرمي پد ۽ ٽيپ ڪرڻ کان پوءِ ترتيب ڏيڻ واري ڍانچي تي هوندو آهي، ۽ ٽنڊش گرمائش صرف هڪ اضافي ڪردار ادا ڪري سگهي ٿي. ان جي باوجود، ٽنڊش ۾ پگھلڻ واري اسٽيل جي گرمائش ۽ ڪنٽرول اڃا تائين ميٽالرجيڪل ڪميونٽي کان ڌيان حاصل ڪري رهيو آهي. جاپان، آمريڪا، برطانيه ۽ فرانس جي نمائندگي ڪندڙ ڪجهه ملڪن 1970ع کان 1980ع جي ڏهاڪي تائين ٽنڊش پگھريل اسٽيل حرارتي ٽيڪنالاجي تي ڪاميابيءَ سان تحقيق ڪئي آهي. جاپان جي ڪاواساڪي ڪمپني پهريون ڀيرو 1982 جي شروعات ۾ هڪ جاپاني پيٽنٽ تيار ڪيو ۽ حاصل ڪيو. هن وقت، ٽنڊش پگھلڻ واري اسٽيل حرارتي ٽيڪنالاجي ڪاميابي سان ترقي ڪئي وئي آهي يا ترقي هيٺ آهي عام طور تي جسماني حرارتي طريقي کي اپنائڻ. جسماني حرارتي طريقي ۾، برقي توانائي کي گرمي جو ذريعو استعمال ڪيو ويندو آهي ۽ برقي توانائي جي مطابق تبديل ڪيو ويندو آهي. مختلف ميڪانيزم ۾ ورهائي سگھجن ٿا: برقي مقناطيسي حرڪت واري حرارتي سامان، پلازما حرارتي، اليڪٽرروسلاگ حرارتي ۽ ڊي سي سيرامڪ حرارتي ٽيڪنالاجي.
Tundish induction گرمائش جو سامان هيٺيون خاصيتون آهن:
(1) تيز گرمي جي رفتار ۽ اعلي برقي حرارتي ڪارڪردگي؛
(2) ڪجهه قسمن ۾ هڪ خاص برقي مقناطيسي حرڪت وارو اثر پڻ هوندو آهي، جيڪو شامل ڪرڻ کي ختم ڪرڻ لاءِ سازگار هوندو آهي.
(3) عمل جي گرمي پد تي ڪنٽرول ڪرڻ آسان آهي، ۽ سڀ کان اهم شيء وڌيڪ صحيح طور تي پگھلڻ اسٽيل جي superheat ڪنٽرول ڪرڻ آهي؛
(4) حرارتي طاقت ٽنڊش مائع جي سطح جي کوٽائي تائين محدود آهي. صرف ان صورت ۾ جڏهن ٽنڊش ۾ پگھليل اسٽيل هڪ خاص کوٽائي تائين گڏ ٿئي ٿي، گرمائش آسانيء سان اڳتي وڌي سگهي ٿي.
اتي ڪيترائي قسم آھن ٽنڊش انڊڪشن حرارتي سامان:
(1) inductor جي قسم موجب، ان کي ورهائي سگهجي ٿو coreless induction حرارتي سامان ۽ cored induction حرارتي سامان؛
(2) inductor جي ڍانچي موجب، ان ۾ ورهائي سگهجي ٿو وڌايل فالٽ قسم ۽ سرنگ جي قسم (نالي، پگھريل خندق) انڊڪشن گرمائش جو سامان؛
(3) گرمائش جو حصو موجب، ان کي ورهائي سگهجي ٿو مقامي گرمائش ۽ مجموعي گرمي ۾.
2 مسلسل ڪاسٽنگ ٽنڊش پگھلڻ واري اسٽيل برقي مقناطيسي انڊڪشن گرمائش جو سامان
2. 1 ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان افقي مسلسل ڪاسٽنگ مشين سان ملائي
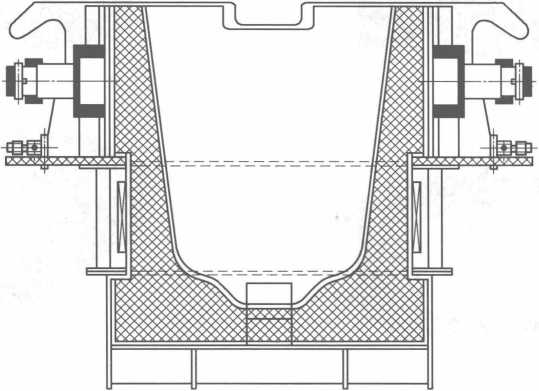
افقي مسلسل ڪاسٽنگ مشين سان ملندڙ ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان کي شڪل 10-7 ۾ ڏيکاريو ويو آهي.
اسٽينلیس سٹیل پلانٽ جي پيداوار جي عمل کي هاڻي وضاحت ڪئي وئي آهي.
شڪل 10-7 ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان افقي مسلسل ڪاسٽنگ مشين سان ملائي
 سڀني قسمن جي اسٽينلیس سٹیل کي بيچ ڪرڻ کان پوء، انهن کي ٽن 5t انڊڪشن فرنس ۾ ڀريو ويندو آهي فيڊنگ ٽينڪ مان ڪرين سان. اسڪريپ اسٽيل کي گهربل درجه حرارت (اٽڪل 1650 ° C) تائين پگھلڻ کان پوء، انڊڪشن فرنس ۾ پگھليل اسٽيل کي ڏاڪڻ ۾ اڇلايو ويندو آھي، ۽ پوء استعمال ڪيو ويندو آھي ٽرڪ پگھليل اسٽيل کي 8t AOD فرنس ۾ وجھي، جتي اھو decarburization جي عمل مان گذري ٿو، سليگنگ، ڊيفاسفورائيزيشن ۽ سلفر کي هٽائڻ، ۽ ملاوٽ جي ترتيب کي ترتيب ڏيڻ (بنيادي طور تي Cr، Ni)، ۽ پوءِ پگھليل اسٽيل (سازش ۽ گرمي پد جي ضرورتن کي پورو ڪري ٿو) پگھليل اسٽيل کي ڏاڪڻ ۾ وجھو ۽ وجھڻ لاءِ ڪرين استعمال ڪريو. 8t برقي مقناطيسي انڊڪشن حرارتي سامان جي ڏاڪڻ ۾ پگھليل اسٽيل. اسٽينلیس سٹیل جي مائع کي گرميءَ جي بچاءَ سان گرم ڪيو ويندو آهي ۽ هڪ افقي مسلسل ڪاسٽنگ مشين ذريعي گول بار ۾ اڇلايو ويندو آهي ۽ آخر ۾ ٺهڻ ۽ ڪٽڻ ذريعي کولنگ بيڊ ۾ دٻايو ويندو آهي. .
سڀني قسمن جي اسٽينلیس سٹیل کي بيچ ڪرڻ کان پوء، انهن کي ٽن 5t انڊڪشن فرنس ۾ ڀريو ويندو آهي فيڊنگ ٽينڪ مان ڪرين سان. اسڪريپ اسٽيل کي گهربل درجه حرارت (اٽڪل 1650 ° C) تائين پگھلڻ کان پوء، انڊڪشن فرنس ۾ پگھليل اسٽيل کي ڏاڪڻ ۾ اڇلايو ويندو آھي، ۽ پوء استعمال ڪيو ويندو آھي ٽرڪ پگھليل اسٽيل کي 8t AOD فرنس ۾ وجھي، جتي اھو decarburization جي عمل مان گذري ٿو، سليگنگ، ڊيفاسفورائيزيشن ۽ سلفر کي هٽائڻ، ۽ ملاوٽ جي ترتيب کي ترتيب ڏيڻ (بنيادي طور تي Cr، Ni)، ۽ پوءِ پگھليل اسٽيل (سازش ۽ گرمي پد جي ضرورتن کي پورو ڪري ٿو) پگھليل اسٽيل کي ڏاڪڻ ۾ وجھو ۽ وجھڻ لاءِ ڪرين استعمال ڪريو. 8t برقي مقناطيسي انڊڪشن حرارتي سامان جي ڏاڪڻ ۾ پگھليل اسٽيل. اسٽينلیس سٹیل جي مائع کي گرميءَ جي بچاءَ سان گرم ڪيو ويندو آهي ۽ هڪ افقي مسلسل ڪاسٽنگ مشين ذريعي گول بار ۾ اڇلايو ويندو آهي ۽ آخر ۾ ٺهڻ ۽ ڪٽڻ ذريعي کولنگ بيڊ ۾ دٻايو ويندو آهي. .
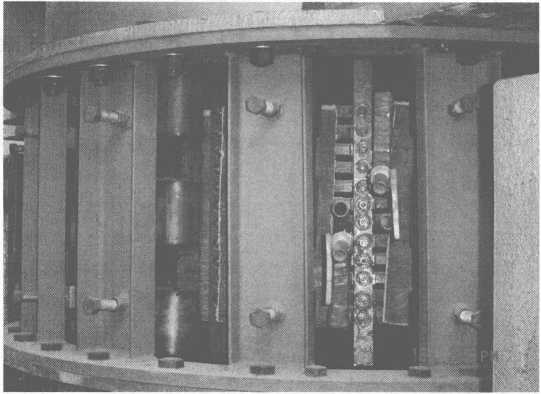
8t اليڪٽرڪ مقناطيسي انڊڪشن حرارتي سامان جي لٺ جو جسماني اعتراض تصوير 10-8 ۾ ڏيکاريو ويو آهي.
8t ۽ 14t ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان، ٽنڊش انڊڪشن حرارتي سامان سختي سان ۽ صحيح طور تي پگھليل اسٽيل جي درجه حرارت کي ڪنٽرول ڪري سگھن ٿا (غلطي جي حد صرف ± 5 ~ 6 ℃ آهي)، اهڙيء طرح بيلٽ جي معيار کي يقيني بڻائي ٿي. ان کان سواء، ٽنڊش جي درجه حرارت جي ترتيب واري وقت کي به مناسب طور تي وڌايو وڃي ٿو، انڊڪشن حرارتي سامان جو سٺو اثر ڏيکاري ٿو.
2. آرڪ لڳاتار ڪاسٽنگ مشين جي انڊڪشن حرارتي سامان جي 2 ٽنڊش ڊوائيس
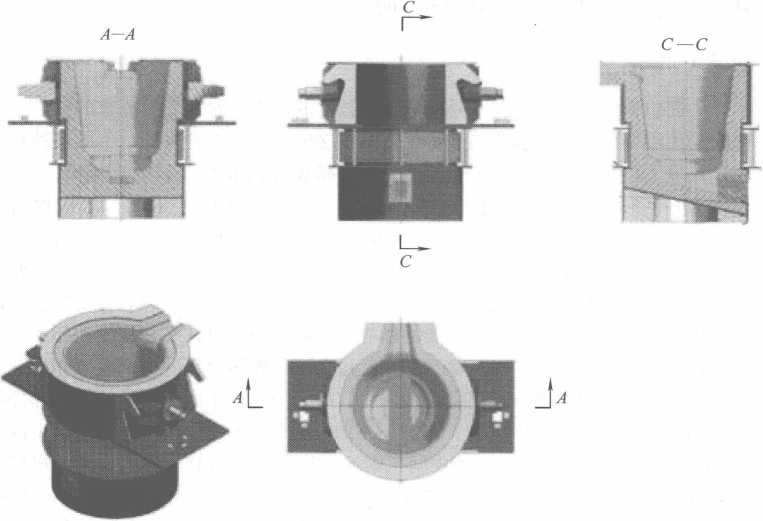
آرڪ لڳاتار ڪاسٽنگ مشين جي انڊڪشن حرارتي سامان جي ٽنڊش ڊوائيس تصوير 10-9 ۾ ڏيکاريل آهي.
آرڪ بيلٽ لڳاتار ڪيسٽر کان پوءِ برقي مقناطيسي انڊڪشن حرارتي سامان کي قبول ڪري ٿو ، ٽيپنگ جي درجه حرارت کي گهٽائي سگهجي ٿو (مثال طور، اهو ٿي سگهي ٿو)
شڪل 10-9 آرڪ لڳاتار ڪاسٽنگ مشين جي انڊڪشن حرارتي سامان جي ٽنڊش ڊيوائس
1700 ° C کان 1650 ° C تائين)، هي نه رڳو اسٽيل ٺاهڻ واري فرنس لائيننگ (ڪنورٽر، اليڪٽرڪ آرڪ فرنس يا انڊڪشن فرنس) جي زندگي کي بهتر ڪرڻ ۾ مدد ڪري ٿو، پر مسلسل ڪاسٽنگ ۾ پگھليل اسٽيل جي گرمي کي پڻ مستحڪم ڪري ٿو ۽ مسلسل معيار جي معيار جي ضمانت ڏئي ٿو. casting billets.
مٿين تعارف جي بنياد تي، اهو سمجهي سگهجي ٿو ته مسلسل ڪاسٽنگ ٽنڊش مقناطيسي انڊڪشن حرارتي سامان هڪ نئين توانائي جي بچت ۽ ماحول دوست ٽيڪنالاجي آهي. هن ڊوائيس جي اپنائڻ metallurgical ادارن لاء هڪ نسبتا مثالي ٽيڪنالاجي تبديلي منصوبي آهي، ۽ ان جي واڌاري ۽ استعمال جي لائق آهي.
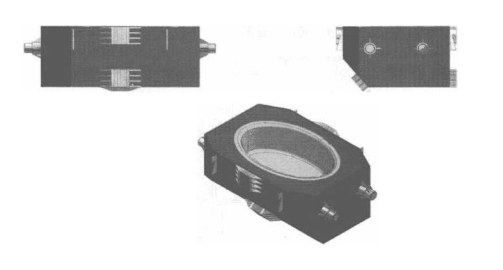
شڪل 10-10 ڏيکاري ٿو 16t ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان.
شڪل 10-10 16t ٽنڊش برقي مقناطيسي انڊڪشن حرارتي سامان
شڪل 10-11 14t انڊڪشن حرارتي سامان جي ٽنڊش جو اسڪيمي ڊراگرام آهي.

شڪل 10-11 14t انڊڪشن حرارتي سامان جي ٽنڊش جو اسڪيميٽڪ ڊراگرام