- 30
- Oct
casting kontinyu tundish molten steel parabot pemanasan induksi
casting kontinyu tundish molten steel parabot pemanasan induksi
Tinjauan 1
Téknologi alat pemanasan induksi baja Tundish molten dikembangkeun kalayan kamajuan téknologi casting kontinyu, perbaikan syarat kualitas baja, kabutuhan hemat energi sareng pangurangan konsumsi, sareng cocog sareng prosés pemurnian éksternal sareng prosés casting kontinyu. sasmita baja béda boga syarat béda dina AT of molten baja superheat. Pikeun pelat kandel, guna ngurangan retakan internal tur puseur leupas, AT kedah low (5 ~ 200T); pikeun pelat ipis tiis-digulung, beungeut diperlukeun pikeun mibanda kualitas alus. Leuwih luhur (15~300 ℃). Sanajan kitu, superheat baja molten kudu stabilized dina rentang nu tangtu pikeun ngaleutikan fluctuations. Ieu mangrupikeun kaayaan anu dipikabutuh pikeun mastikeun kamajuan lancar produksi tuang kontinyu, nyegah sumbatan nozzle atanapi nyegah kacilakaan bocor, sareng mastikeun kualitas slabs tuang. Ningkatkeun fungsi pemanasan tundish ngamungkinkeun pikeun ngadalikeun superheat baja molten sacara stabil. Suhu baja molten of ladle béda fluctuates, nu boga pangaruh ngarugikeun kana prosés casting kontinyu, sarta pemanasan tundish nu bisa ngimbangan eta pikeun extent sababaraha. Sanajan kitu, eta kudu nunjuk kaluar yén ngajaga superheat baja molten stabil utamana gumantung kana suhu ngetok ditangtoskeun jeung struktur adjustment sanggeus ngetok, sarta pemanasan tundish ngan bisa maénkeun peran tambahan. Tapi, pemanasan sareng kadali baja lebur dina tundish masih nampi perhatian ti komunitas metalurgi. Sababaraha nagara anu diwakilan ku Jepang, Amérika Serikat, Britania Raya, sareng Perancis parantos ngalaksanakeun panalungtikan ngeunaan téknologi pemanasan baja molten tundish ti taun 1970-an dugi ka 1980-an. Perusahaan Kawasaki Jepang mimiti ngembangkeun sareng nampi patén Jepang ti mimiti 1982. Ayeuna, téknologi pemanasan baja molten tundish suksés dikembangkeun atanapi dina pangwangunan biasana ngadopsi metode pemanasan fisik. Dina metode pemanasan fisik, énergi listrik dianggo salaku sumber panas sareng dirobih dumasar kana énergi listrik. Mékanisme anu béda-béda tiasa dibagi kana: alat pemanasan induksi éléktromagnétik, pemanasan plasma, pemanasan éléktroslag sareng téknologi pemanasan keramik DC.
Alat pemanasan induksi Tundish gaduh ciri-ciri ieu:
(1) speed pemanasan gancang jeung efisiensi pemanasan listrik tinggi;
(2) Sababaraha jenis ogé boga pangaruh éléktromagnétik aduk tangtu, nu kondusif pikeun ngaleupaskeun inclusions;
(3) Suhu prosés gampang dikontrol, sareng anu paling penting nyaéta langkung akurat ngadalikeun superheat tina baja molten;
(4) Daya pemanasan diwatesan ku jerona tingkat cair tundish. Ngan nalika baja molten di tundish nu accumulates ka jero nu tangtu, pemanasan bisa lumangsungna lancar.
Aya sababaraha jinis alat pemanasan induksi tundish:
(1) Numutkeun jinis induktor, éta tiasa dibagi kana alat pemanasan induksi inti sareng alat pemanasan induksi inti;
(2) Numutkeun struktur induktor, éta bisa dibagi kana ngaronjat tipe sesar sarta tipe torowongan (alur, lombang molten) parabot pemanasan induksi;
(3) Numutkeun bagian pemanasan, éta bisa dibagi kana pemanasan lokal sarta pemanasan sakabéh.
2 Continuous casting tundish molten steel éléktromagnétik induksi alat alat pemanasan
2. 1 Tundish parabot pemanasan induksi éléktromagnétik loyog jeung mesin casting kontinyu horizontal
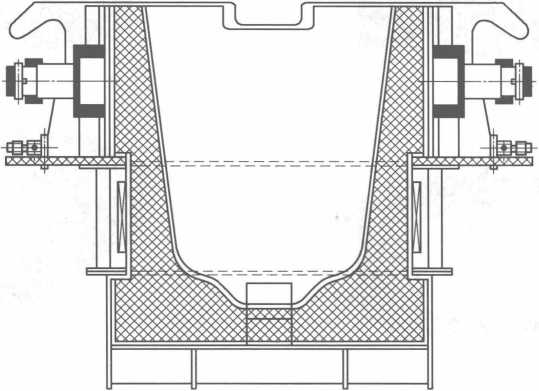
Parabot pemanasan induksi éléktromagnétik tundish cocog sareng mesin casting kontinyu horizontal ditémbongkeun dina Gambar 10-7.
Prosés produksi pabrik stainless steel ayeuna dipedar.
Angka 10-7 Alat pemanasan induksi éléktromagnétik Tundish cocog sareng mesin tuang kontinyu horisontal
 Saatos sagala jinis stainless steel anu batched, aranjeunna dimuat kana tilu furnaces induksi 5t ti tank dahar jeung cranes. Saatos baja besi tua dilebur ka suhu anu diperyogikeun (sakitar 1650 ° C), baja molten dina tungku induksi dituang kana ladle, teras dianggo Truk tuang baja molten kana tungku 8t AOD, dimana éta ngalaman dekarburisasi, slagging, dephosphorization sarta panyabutan walirang, sarta adjustment tina komposisi alloy (utamana Cr, Ni), lajeng baja molten (komposisi jeung suhu minuhan sarat) Pasang baja molten dina ladle kana ladle jeung make bango ka tuang. baja molten dina ladle kana ladle tina 8t éléktromagnétik induksi parabot pemanasan. Cairan stainless steel dipanaskeun ku pelestarian panas digambar jeung casted kana bar buleud ku mesin casting kontinyu horizontal sarta tungtungna kadorong kana ranjang cooling ku ngabentuk jeung shearing. .
Saatos sagala jinis stainless steel anu batched, aranjeunna dimuat kana tilu furnaces induksi 5t ti tank dahar jeung cranes. Saatos baja besi tua dilebur ka suhu anu diperyogikeun (sakitar 1650 ° C), baja molten dina tungku induksi dituang kana ladle, teras dianggo Truk tuang baja molten kana tungku 8t AOD, dimana éta ngalaman dekarburisasi, slagging, dephosphorization sarta panyabutan walirang, sarta adjustment tina komposisi alloy (utamana Cr, Ni), lajeng baja molten (komposisi jeung suhu minuhan sarat) Pasang baja molten dina ladle kana ladle jeung make bango ka tuang. baja molten dina ladle kana ladle tina 8t éléktromagnétik induksi parabot pemanasan. Cairan stainless steel dipanaskeun ku pelestarian panas digambar jeung casted kana bar buleud ku mesin casting kontinyu horizontal sarta tungtungna kadorong kana ranjang cooling ku ngabentuk jeung shearing. .
Objek fisik 8t induksi éléktromagnétik alat pemanasan ladle ditémbongkeun dina Gambar 10-8.
8t sareng 14t alat pemanasan induksi éléktromagnétik tundish, alat pemanasan induksi tundish tiasa mastikeun sareng akurat ngadalikeun suhu baja molten (rentang kasalahan ngan ukur ± 5 ~ 6 ℃), sahingga mastikeun kualitas billet. Salaku tambahan, waktos panyesuaian suhu tundish ogé tiasa diperpanjang, nunjukkeun pangaruh anu hadé tina alat pemanasan induksi.
2. 2 alat Tundish pakakas pemanasan induksi tina arc mesin casting kontinyu
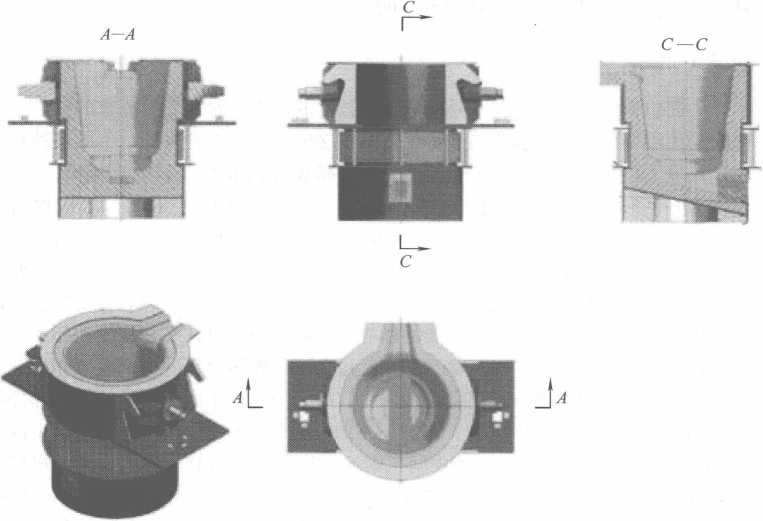
Alat tundish sahiji alat pemanasan induksi tina arc mesin casting kontinyu ditémbongkeun dina Gambar 10-9.
Saatos arc billet caster kontinyu ngadopsi alat pemanasan induksi éléktromagnétik tundish, suhu ngetok tiasa diturunkeun (contona, tiasa
Angka 10-9 Alat Tundish alat pemanasan induksi tina mesin tuang kontinyu
Ti 1700 ° C nepi ka 1650 ° C), ieu teu ngan mantuan pikeun ngaronjatkeun kahirupan steelmaking tungku pinding (converter, tungku arc listrik atawa tungku induksi), tapi ogé stabilizes hawa baja molten dina casting kontinyu sarta jaminan kualitas kontinyu. casting billet.
Dumasar kana bubuka di luhur, éta bisa dianggap yén casting kontinyu tundish alat-alat pemanasan induksi magnét mangrupakeun-hemat énergi anyar jeung téhnologi ramah-lingkungan. Nyoko alat ieu mangrupa proyék transformasi téhnologis rélatif idéal pikeun usaha metalurgi, sarta éta pantes promosi jeung pamakéan.
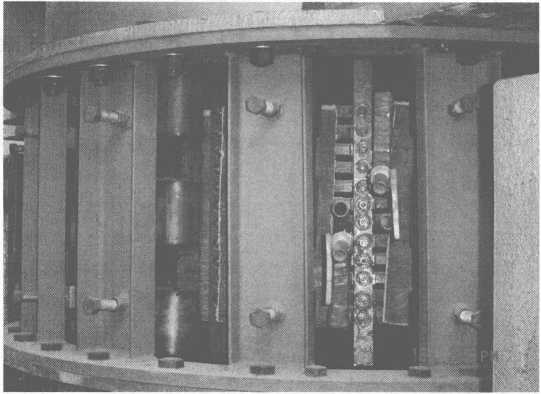
Angka 10-10 nunjukkeun alat pemanasan induksi éléktromagnétik 16t tundish.
Angka 10-10 16t alat pemanasan induksi éléktromagnétik tundish
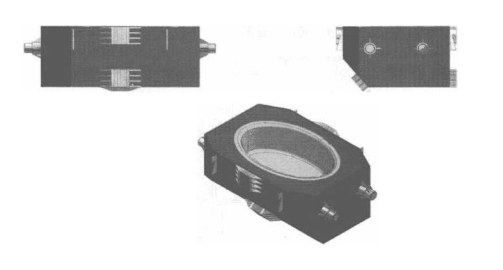
Angka 10-11 mangrupikeun diagram skéma tina tundish tina alat pemanasan induksi 14t.

Gambar 10-11 diagram skéma tina tundish tina 14t alat pemanasan induksi