- 30
- Oct
Strangguss-Tundish-Induktionserwärmungsanlage für geschmolzenen Stahl
Strangguss-Tundish-Induktionserwärmungsanlage für geschmolzenen Stahl
1 Übersicht
Die Technologie der Tundish-Induktionserwärmungsanlagen für geschmolzenen Stahl wird mit dem Fortschritt der Stranggusstechnologie, der Verbesserung der Stahlqualitätsanforderungen, der Notwendigkeit zur Energieeinsparung und Verbrauchsreduzierung und der Abstimmung von externen Raffinations- und Stranggussverfahren entwickelt. Unterschiedliche Stahlsorten stellen unterschiedliche Anforderungen an die AT der Überhitzung von geschmolzenem Stahl. Bei dicken Platten sollte der AT niedrig sein (5~200T); bei kaltgewalzten dünnen Blechen ist eine gute Oberflächenqualität erforderlich. Höher (15~300℃). Die Überhitzung der Stahlschmelze muss jedoch innerhalb eines bestimmten Bereichs stabilisiert werden, um Schwankungen zu minimieren. Dies ist eine notwendige Bedingung, um einen reibungslosen Ablauf der Stranggussproduktion zu gewährleisten, Düsenverstopfungen oder Undichtigkeiten zu vermeiden und die Qualität der gegossenen Brammen sicherzustellen. Die Verbesserung der Heizfunktion des Verteilers macht es möglich, die Überhitzung von geschmolzenem Stahl stabil zu kontrollieren. Die Temperatur der Stahlschmelze verschiedener Pfannen schwankt, was sich nachteilig auf den Stranggießprozess auswirkt, und die Erwärmung des Tundishs kann dies teilweise kompensieren. Es muss jedoch darauf hingewiesen werden, dass die Aufrechterhaltung einer stabilen Stahlschmelzenüberhitzung hauptsächlich von der richtigen Abstichtemperatur und der Anpassungsstruktur nach dem Abstich abhängt und die Tundishheizung nur eine ergänzende Rolle spielen kann. Nichtsdestotrotz wird das Erhitzen und Kontrollieren von geschmolzenem Stahl im Tundish immer noch von der metallurgischen Gemeinschaft beachtet. Einige Länder, die durch Japan, die Vereinigten Staaten, das Vereinigte Königreich und Frankreich vertreten sind, haben von den 1970er bis in die 1980er Jahre nacheinander Forschungen zur Technologie des Erhitzens von Tundish für geschmolzenen Stahl durchgeführt. Die japanische Kawasaki Company entwickelte bereits 1982 ein japanisches Patent und erhielt ein japanisches Patent. Gegenwärtig verwendet die erfolgreich entwickelte oder in Entwicklung befindliche Tundish-Heiztechnologie für geschmolzenen Stahl normalerweise das physikalische Heizverfahren. Beim physikalischen Heizverfahren wird elektrische Energie als Wärmequelle verwendet und entsprechend in die elektrische Energie umgewandelt. Verschiedene Mechanismen können unterteilt werden in: elektromagnetische Induktionserwärmung, Plasmaerwärmung, Elektroschlackeerwärmung und DC-Keramikheiztechnologie.
Tundish-Induktionsheizgeräte haben die folgenden Eigenschaften:
(1) Schnelle Heizgeschwindigkeit und hohe elektrische Heizeffizienz;
(2) Einige Typen haben auch eine gewisse elektromagnetische Rührwirkung, die der Entfernung von Einschlüssen förderlich ist;
(3) Die Prozesstemperatur ist leicht zu kontrollieren, und das Wichtigste ist, die Überhitzung des geschmolzenen Stahls genauer zu kontrollieren;
(4) Die Heizleistung wird durch die Tiefe des Tundish-Flüssigkeitsspiegels begrenzt. Erst wenn sich die Stahlschmelze im Tundish bis zu einer gewissen Tiefe ansammelt, kann die Erwärmung reibungslos ablaufen.
Es gibt verschiedene Arten von Tundish-Induktionsheizgeräten:
(1) Je nach Induktortyp kann er in kernlose Induktionsheizgeräte und kernlose Induktionsheizgeräte unterteilt werden;
(2) Entsprechend der Struktur des Induktors kann er in Induktionsheizgeräte mit erhöhtem Fehlertyp und Tunneltyp (Nut, geschmolzener Graben) unterteilt werden;
(3) Je nach Heizteil kann es in lokales Heizen und Gesamtheizen unterteilt werden.
2 Elektromagnetisches Induktionsheizgerät für Strangguss-Tundish geschmolzener Stahl
2. 1 Elektromagnetisches Induktionsheizgerät für Tundish, abgestimmt auf eine horizontale Stranggussmaschine
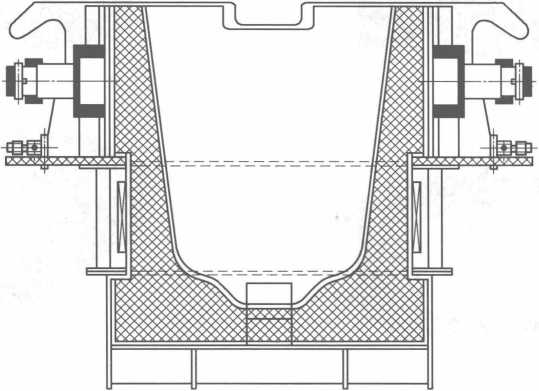
Die elektromagnetische Induktionserwärmungsanlage für den Tundish, die auf die horizontale Stranggießmaschine abgestimmt ist, ist in Abbildung 10-7 dargestellt.
Der Produktionsprozess eines Edelstahlwerks wird nun erläutert.
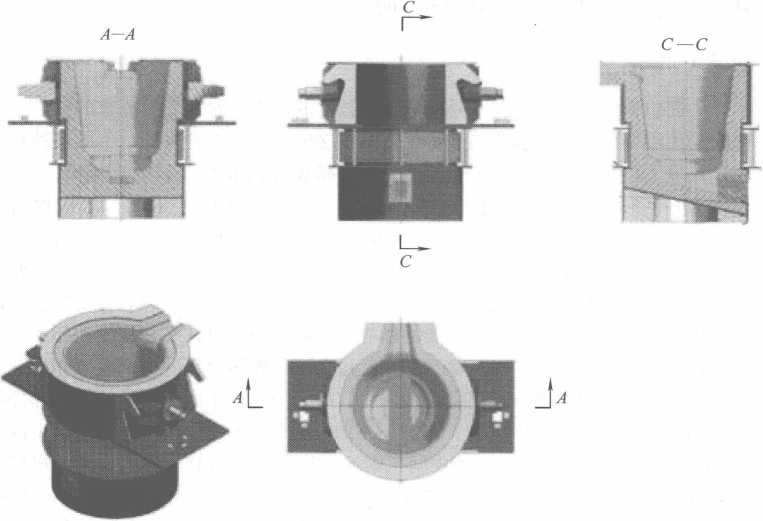
Abbildung 10-7 Elektromagnetisches Induktionsheizgerät für Tundish, abgestimmt auf eine horizontale Stranggießmaschine
 Nachdem alle Arten von Edelstahl gecharget wurden, werden sie mit Kränen aus dem Beschickungsbehälter in drei 5-t-Induktionsöfen verladen. Nachdem der Stahlschrott auf die erforderliche Temperatur (ca. 1650 °C) geschmolzen ist, wird die Stahlschmelze im Induktionsofen in die Pfanne gegossen und dann verwendet Der LKW gießt die Stahlschmelze in den 8-t-AOD-Ofen, wo sie entkohlt wird, Schlacken, Entphosphorung und Schwefelentfernung und Einstellung der Legierungszusammensetzung (hauptsächlich Cr, Ni) und dann der geschmolzenen Stahl (Zusammensetzung und Temperatur entsprechen den Anforderungen) Geben Sie den geschmolzenen Stahl in der Pfanne in die Pfanne und verwenden Sie den Kran zum Gießen den geschmolzenen Stahl in der Pfanne in die Pfanne des 8t elektromagnetischen Induktionsheizgeräts. Die durch Wärmekonservierung erhitzte Edelstahlflüssigkeit wird gezogen und von einer horizontalen Stranggießmaschine zu einem Rundstab gegossen und schließlich durch Umformen und Scheren in das Kühlbett gedrückt. .
Nachdem alle Arten von Edelstahl gecharget wurden, werden sie mit Kränen aus dem Beschickungsbehälter in drei 5-t-Induktionsöfen verladen. Nachdem der Stahlschrott auf die erforderliche Temperatur (ca. 1650 °C) geschmolzen ist, wird die Stahlschmelze im Induktionsofen in die Pfanne gegossen und dann verwendet Der LKW gießt die Stahlschmelze in den 8-t-AOD-Ofen, wo sie entkohlt wird, Schlacken, Entphosphorung und Schwefelentfernung und Einstellung der Legierungszusammensetzung (hauptsächlich Cr, Ni) und dann der geschmolzenen Stahl (Zusammensetzung und Temperatur entsprechen den Anforderungen) Geben Sie den geschmolzenen Stahl in der Pfanne in die Pfanne und verwenden Sie den Kran zum Gießen den geschmolzenen Stahl in der Pfanne in die Pfanne des 8t elektromagnetischen Induktionsheizgeräts. Die durch Wärmekonservierung erhitzte Edelstahlflüssigkeit wird gezogen und von einer horizontalen Stranggießmaschine zu einem Rundstab gegossen und schließlich durch Umformen und Scheren in das Kühlbett gedrückt. .
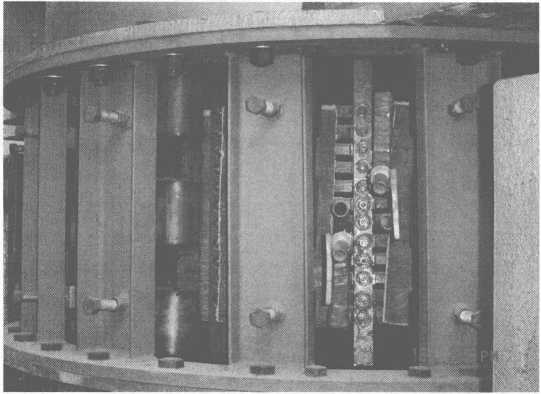
Das physikalische Objekt der 8-t-Pfanne für elektromagnetische Induktionserwärmung ist in Abbildung 10-8 dargestellt.
8t und 14t elektromagnetisches Induktionsheizgerät für Tundish, das Tundish-Induktionsheizgerät kann die Temperatur des geschmolzenen Stahls streng und genau steuern (der Fehlerbereich beträgt nur ±5~6℃) und stellt so die Qualität des Knüppels sicher. Darüber hinaus kann auch die Temperatureinstellzeit des Tundishs entsprechend verlängert werden, was die gute Wirkung der Induktionsheizgeräte zeigt.
2. 2 Tundish-Gerät der Induktionserwärmungsanlage der Bogenstranggussmaschine
Die Tundish-Vorrichtung der Induktionserwärmungseinrichtung der Lichtbogen-Stranggießmaschine ist in Abbildung 10-9 dargestellt.
Nachdem die Bogenstranggießanlage den Tundish für die elektromagnetische Induktionsheizung übernommen hat, kann die Abstichtemperatur gesenkt werden (z
Abbildung 10-9 Tundish-Vorrichtung der Induktionserwärmungseinrichtung einer Lichtbogen-Stranggießmaschine
Von 1700 °C bis 1650 °C) trägt dies nicht nur zur Verlängerung der Lebensdauer der Stahlofenauskleidung (Umrichter, Elektrolichtbogenofen oder Induktionsofen) bei, sondern stabilisiert auch die Temperatur der Stahlschmelze beim Stranggießen und garantiert die Qualität des Stranggusses Knüppel gießen.
Basierend auf der obigen Einführung kann davon ausgegangen werden, dass die magnetische Induktionsheizanlage für Strangguss-Tundish eine neue energiesparende und umweltfreundliche Technologie ist. Die Einführung dieses Geräts ist ein relativ ideales technologisches Transformationsprojekt für metallurgische Unternehmen, das es wert ist, gefördert und verwendet zu werden.
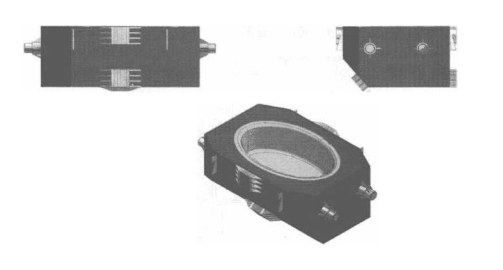
Abbildung 10-10 zeigt das elektromagnetische Induktionsheizgerät für 16 t Tundish.
Abbildung 10-10 Elektromagnetisches Induktionsheizgerät für 16 t Tundish
Abbildung 10-11 ist ein schematisches Diagramm des Tundishs einer 14-t-Induktionserwärmungsanlage.

Abbildung 10-11 Schematische Darstellung des Tundishs einer 14-t-Induktionserwärmungsanlage