- 30
- Oct
ການຫລໍ່ຢ່າງຕໍ່ເນື່ອງຂອງ tundish ເຫຼັກ molten ອຸປະກອນຄວາມຮ້ອນ induction
ການຫລໍ່ຢ່າງຕໍ່ເນື່ອງຂອງ tundish ເຫຼັກ molten ອຸປະກອນຄວາມຮ້ອນ induction
1 ພາບລວມ
ເທກໂນໂລຍີເຄື່ອງເຮັດຄວາມຮ້ອນ induction ເຫຼັກ molten ໄດ້ຖືກພັດທະນາດ້ວຍຄວາມກ້າວຫນ້າຂອງເຕັກໂນໂລຢີການຫລໍ່ຢ່າງຕໍ່ເນື່ອງ, ການປັບປຸງຄວາມຕ້ອງການດ້ານຄຸນນະພາບເຫຼັກກ້າ, ຄວາມຕ້ອງການສໍາລັບການປະຫຍັດພະລັງງານແລະການບໍລິໂພກ, ແລະການຈັບຄູ່ຂອງການຫລອມໂລຫະພາຍນອກແລະຂະບວນການຫລໍ່ຢ່າງຕໍ່ເນື່ອງ. ຊັ້ນຮຽນເຫຼັກທີ່ແຕກຕ່າງກັນມີຄວາມຕ້ອງການທີ່ແຕກຕ່າງກັນກ່ຽວກັບ AT ຂອງ superheat ເຫຼັກ molten. ສໍາລັບແຜ່ນຫນາ, ເພື່ອຫຼຸດຜ່ອນຮອຍແຕກພາຍໃນແລະສູນກາງວ່າງ, AT ຄວນຕ່ໍາ (5 ~ 200T); ສໍາລັບແຜ່ນບາງມ້ວນເຢັນ, ພື້ນຜິວແມ່ນຕ້ອງການໃຫ້ມີຄຸນນະພາບດີ. ສູງກວ່າ (15 ~ 300 ℃). ຢ່າງໃດກໍ່ຕາມ, superheat ເຫຼັກ molten ຕ້ອງໄດ້ຮັບການສະຖຽນລະພາບພາຍໃນຂອບເຂດສະເພາະໃດຫນຶ່ງເພື່ອຫຼຸດຜ່ອນການເຫນັງຕີງ. ນີ້ແມ່ນເງື່ອນໄຂທີ່ຈໍາເປັນເພື່ອຮັບປະກັນຄວາມຄືບຫນ້າກ້ຽງຂອງການຜະລິດການຫລໍ່ຢ່າງຕໍ່ເນື່ອງ, ປ້ອງກັນການອຸດຕັນ nozzle ຫຼືປ້ອງກັນອຸປະຕິເຫດຮົ່ວ, ແລະການຮັບປະກັນຄຸນນະພາບຂອງຝາຜະຫນັງຫລໍ່ໄດ້. ການປັບປຸງການທໍາງານຂອງຄວາມຮ້ອນຂອງ tundish ເຮັດໃຫ້ມັນເປັນໄປໄດ້ທີ່ຈະຄວບຄຸມ superheat ຂອງເຫຼັກ molten ຫມັ້ນຄົງ. ອຸນຫະພູມຂອງເຫຼັກ molten ຂອງ ladle ທີ່ແຕກຕ່າງກັນມີຄວາມຜັນຜວນ, ເຊິ່ງມີຜົນກະທົບທາງລົບຕໍ່ຂະບວນການຫລໍ່ຢ່າງຕໍ່ເນື່ອງ, ແລະການໃຫ້ຄວາມຮ້ອນຂອງ tundish ສາມາດຊົດເຊີຍສໍາລັບບາງຂອບເຂດ. ຢ່າງໃດກໍ່ຕາມ, ມັນຕ້ອງໄດ້ຮັບການຊີ້ໃຫ້ເຫັນວ່າການຮັກສາຄວາມຫມັ້ນຄົງຂອງ superheat ເຫຼັກ molten ສ່ວນໃຫຍ່ແມ່ນຂຶ້ນກັບອຸນຫະພູມການປາດຢາງທີ່ເຫມາະສົມແລະໂຄງສ້າງການປັບຫຼັງຈາກການປາດຢາງ, ແລະການໃຫ້ຄວາມຮ້ອນ tundish ພຽງແຕ່ສາມາດມີບົດບາດເສີມ. ຢ່າງໃດກໍຕາມ, ຄວາມຮ້ອນແລະການຄວບຄຸມຂອງເຫຼັກ molten ໃນ tundish ແມ່ນຍັງໄດ້ຮັບຄວາມສົນໃຈຈາກຊຸມຊົນໂລຫະ. ບາງປະເທດທີ່ເປັນຕົວແທນໂດຍຍີ່ປຸ່ນ, ສະຫະລັດ, ສະຫະລາດຊະອານາຈັກ, ແລະຝຣັ່ງໄດ້ດໍາເນີນການຄົ້ນຄ້ວາຢ່າງຕໍ່ເນື່ອງກ່ຽວກັບເຕັກໂນໂລຊີຄວາມຮ້ອນຂອງເຫລໍກ molten tundish ຈາກ 1970s ຫາ 1980s. ບໍລິສັດ Kawasaki ຂອງຍີ່ປຸ່ນໄດ້ພັດທະນາຄັ້ງທໍາອິດແລະໄດ້ຮັບສິດທິບັດຂອງຍີ່ປຸ່ນໃນຕົ້ນປີ 1982. ໃນປັດຈຸບັນ, ເຕັກໂນໂລຢີຄວາມຮ້ອນຂອງເຫລໍກທີ່ຫລອມໂລຫະ tundish ໄດ້ພັດທະນາຢ່າງສໍາເລັດຜົນຫຼືພາຍໃຕ້ການພັດທະນາມັກຈະໃຊ້ວິທີການເຮັດຄວາມຮ້ອນທາງດ້ານຮ່າງກາຍ. ໃນວິທີການໃຫ້ຄວາມຮ້ອນທາງດ້ານຮ່າງກາຍ, ພະລັງງານໄຟຟ້າຖືກນໍາໃຊ້ເປັນແຫຼ່ງຄວາມຮ້ອນແລະປ່ຽນຕາມພະລັງງານໄຟຟ້າ. ກົນໄກທີ່ແຕກຕ່າງກັນສາມາດແບ່ງອອກເປັນ: ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ, ຄວາມຮ້ອນ plasma, ຄວາມຮ້ອນ electroslag ແລະ DC ເຕັກໂນໂລຊີຄວາມຮ້ອນ ceramic.
ອຸປະກອນຄວາມຮ້ອນ induction Tundish ມີລັກສະນະດັ່ງຕໍ່ໄປນີ້:
(1) ຄວາມໄວຄວາມຮ້ອນໄວແລະປະສິດທິພາບຄວາມຮ້ອນໄຟຟ້າສູງ;
(2) ບາງຊະນິດຍັງມີຜົນກະທົບການກະຕຸ້ນແມ່ເຫຼັກໄຟຟ້າທີ່ແນ່ນອນ, ເຊິ່ງເອື້ອອໍານວຍໃຫ້ແກ່ການໂຍກຍ້າຍຂອງ inclusions;
(3) ອຸນຫະພູມຂະບວນການແມ່ນງ່າຍທີ່ຈະຄວບຄຸມ, ແລະສິ່ງທີ່ສໍາຄັນທີ່ສຸດແມ່ນການຄວບຄຸມການ superheat ຂອງເຫຼັກ molten ໄດ້ຢ່າງຖືກຕ້ອງຫຼາຍ;
(4) ພະລັງງານຄວາມຮ້ອນແມ່ນຖືກຈໍາກັດໂດຍຄວາມເລິກຂອງລະດັບຂອງແຫຼວ tundish. ພຽງແຕ່ໃນເວລາທີ່ເຫລໍກ molten ໃນ tundish ໄດ້ສະສົມເຖິງຄວາມເລິກທີ່ແນ່ນອນ, ການໃຫ້ຄວາມຮ້ອນສາມາດດໍາເນີນການໄດ້ອຍ່າງລຽບງ່າຍ.
ມີຫຼາຍປະເພດຂອງອຸປະກອນຄວາມຮ້ອນ induction tundish:
(1) ອີງຕາມປະເພດຂອງ inductor, ມັນສາມາດແບ່ງອອກເປັນອຸປະກອນຄວາມຮ້ອນ induction coreless ແລະອຸປະກອນຄວາມຮ້ອນ induction cored;
(2) ອີງຕາມໂຄງສ້າງຂອງ inductor, ມັນສາມາດແບ່ງອອກເປັນປະເພດຄວາມຜິດເພີ່ມຂຶ້ນແລະປະເພດອຸໂມງ (groove, trench molten) ອຸປະກອນຄວາມຮ້ອນ induction;
(3) ອີງຕາມສ່ວນການໃຫ້ຄວາມຮ້ອນ, ມັນສາມາດແບ່ງອອກເປັນເຄື່ອງເຮັດຄວາມຮ້ອນໃນທ້ອງຖິ່ນແລະຄວາມຮ້ອນໂດຍລວມ.
2 ການຫລໍ່ຢ່າງຕໍ່ເນື່ອງ tundish ເຫຼັກ molten ອຸປະກອນການໃຫ້ຄວາມຮ້ອນ induction ໄຟຟ້າ
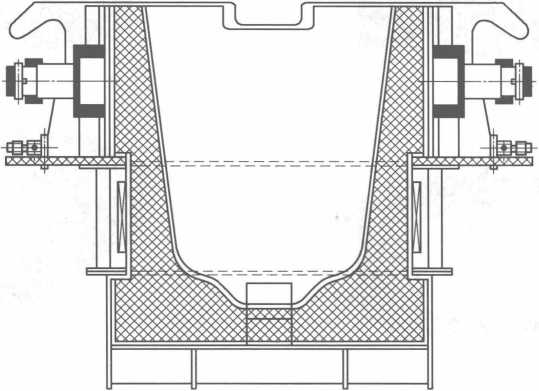
2. 1 ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ Tundish ຈັບຄູ່ກັບເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງແນວນອນ
ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ tundish ຈັບຄູ່ກັບເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງແນວນອນແມ່ນສະແດງຢູ່ໃນຮູບ 10-7.
ຂະບວນການຜະລິດຂອງໂຮງງານສະແຕນເລດໄດ້ຖືກອະທິບາຍໃນປັດຈຸບັນ.
ຮູບທີ 10-7 ອຸປະກອນເຮັດຄວາມຮ້ອນແບບ induction ແມ່ເຫຼັກໄຟຟ້າ Tundish ຈັບຄູ່ກັບເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງແນວນອນ
 ຫຼັງຈາກເຫລັກສະແຕນເລດທຸກຊະນິດຖືກ batched, ເຂົາເຈົ້າໄດ້ຖືກ loaded ເຂົ້າໄປໃນສາມ furnace induction 5t ຈາກ tank ການໃຫ້ອາຫານທີ່ມີ cranes. ຫຼັງຈາກເຫຼັກເສດຖືກລະລາຍກັບອຸນຫະພູມທີ່ຕ້ອງການ (ປະມານ 1650 ° C), ເຫຼັກ molten ໃນ furnace induction ແມ່ນ poured ເຂົ້າໄປໃນ ladle ໄດ້, ແລະຫຼັງຈາກນັ້ນນໍາໃຊ້ລົດບັນທຸກ pours ເຫຼັກທີ່ລະລາຍເຂົ້າໄປໃນ furnace 8t AOD, ບ່ອນທີ່ມັນໄດ້ຮັບການ decarburization, slagging, dephosphorization ແລະການກໍາຈັດຊູນຟູຣິກ, ແລະການປັບອົງປະກອບຂອງໂລຫະປະສົມ (ຕົ້ນຕໍແມ່ນ Cr, Ni), ແລະຫຼັງຈາກນັ້ນເຫຼັກ molten (ອົງປະກອບແລະອຸນຫະພູມຕອບສະຫນອງຄວາມຕ້ອງການ) ເອົາເຫຼັກ molten ໃນ ladle ເຂົ້າໄປໃນ ladle ແລະນໍາໃຊ້ crane ທີ່ຈະຖອກເທ. ເຫຼັກ molten ໃນ ladle ເຂົ້າໄປໃນ ladle ຂອງ 8t ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ. ເຫລໍກສະແຕນເລດຂອງເຫລໍກທີ່ໃຫ້ຄວາມຮ້ອນໂດຍການເກັບຮັກສາຄວາມຮ້ອນແມ່ນໄດ້ຖືກແຕ້ມແລະໂຍນເຂົ້າໄປໃນແຖບຮອບໂດຍເຄື່ອງຫລໍ່ຕາມແນວນອນຢ່າງຕໍ່ເນື່ອງແລະສຸດທ້າຍຖືກຍູ້ເຂົ້າໄປໃນຕຽງເຢັນໂດຍການກອບເປັນຈໍານວນແລະການຕັດ. .
ຫຼັງຈາກເຫລັກສະແຕນເລດທຸກຊະນິດຖືກ batched, ເຂົາເຈົ້າໄດ້ຖືກ loaded ເຂົ້າໄປໃນສາມ furnace induction 5t ຈາກ tank ການໃຫ້ອາຫານທີ່ມີ cranes. ຫຼັງຈາກເຫຼັກເສດຖືກລະລາຍກັບອຸນຫະພູມທີ່ຕ້ອງການ (ປະມານ 1650 ° C), ເຫຼັກ molten ໃນ furnace induction ແມ່ນ poured ເຂົ້າໄປໃນ ladle ໄດ້, ແລະຫຼັງຈາກນັ້ນນໍາໃຊ້ລົດບັນທຸກ pours ເຫຼັກທີ່ລະລາຍເຂົ້າໄປໃນ furnace 8t AOD, ບ່ອນທີ່ມັນໄດ້ຮັບການ decarburization, slagging, dephosphorization ແລະການກໍາຈັດຊູນຟູຣິກ, ແລະການປັບອົງປະກອບຂອງໂລຫະປະສົມ (ຕົ້ນຕໍແມ່ນ Cr, Ni), ແລະຫຼັງຈາກນັ້ນເຫຼັກ molten (ອົງປະກອບແລະອຸນຫະພູມຕອບສະຫນອງຄວາມຕ້ອງການ) ເອົາເຫຼັກ molten ໃນ ladle ເຂົ້າໄປໃນ ladle ແລະນໍາໃຊ້ crane ທີ່ຈະຖອກເທ. ເຫຼັກ molten ໃນ ladle ເຂົ້າໄປໃນ ladle ຂອງ 8t ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ. ເຫລໍກສະແຕນເລດຂອງເຫລໍກທີ່ໃຫ້ຄວາມຮ້ອນໂດຍການເກັບຮັກສາຄວາມຮ້ອນແມ່ນໄດ້ຖືກແຕ້ມແລະໂຍນເຂົ້າໄປໃນແຖບຮອບໂດຍເຄື່ອງຫລໍ່ຕາມແນວນອນຢ່າງຕໍ່ເນື່ອງແລະສຸດທ້າຍຖືກຍູ້ເຂົ້າໄປໃນຕຽງເຢັນໂດຍການກອບເປັນຈໍານວນແລະການຕັດ. .
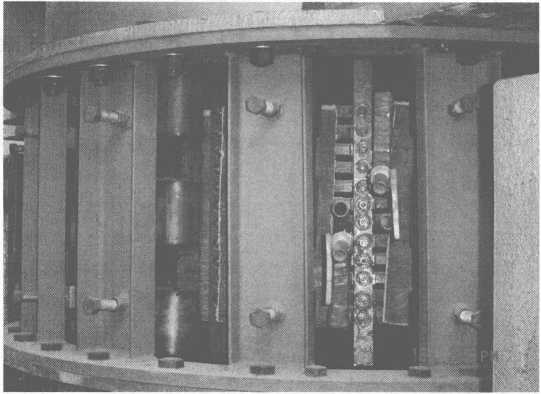
ວັດຖຸທາງກາຍະພາບຂອງ ladle ອຸປະກອນຄວາມຮ້ອນ induction ໄຟຟ້າ 8t ແມ່ນສະແດງຢູ່ໃນຮູບ 10-8.
8t ແລະ 14t tundish ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ, ອຸປະກອນການໃຫ້ຄວາມຮ້ອນ induction tundish ສາມາດຄວບຄຸມອຸນຫະພູມຂອງເຫຼັກ molten ໄດ້ຢ່າງເຂັ້ມງວດແລະຖືກຕ້ອງ (ຂອບເຂດຄວາມຜິດພາດແມ່ນພຽງແຕ່ ± 5 ~ 6℃), ດັ່ງນັ້ນຈຶ່ງຮັບປະກັນຄຸນນະພາບຂອງ billet ໄດ້. ນອກຈາກນັ້ນ, ເວລາປັບອຸນຫະພູມຂອງ tundish ຍັງສາມາດຂະຫຍາຍອອກໄດ້ຢ່າງເຫມາະສົມ, ສະແດງໃຫ້ເຫັນຜົນກະທົບທີ່ດີຂອງອຸປະກອນຄວາມຮ້ອນ induction.
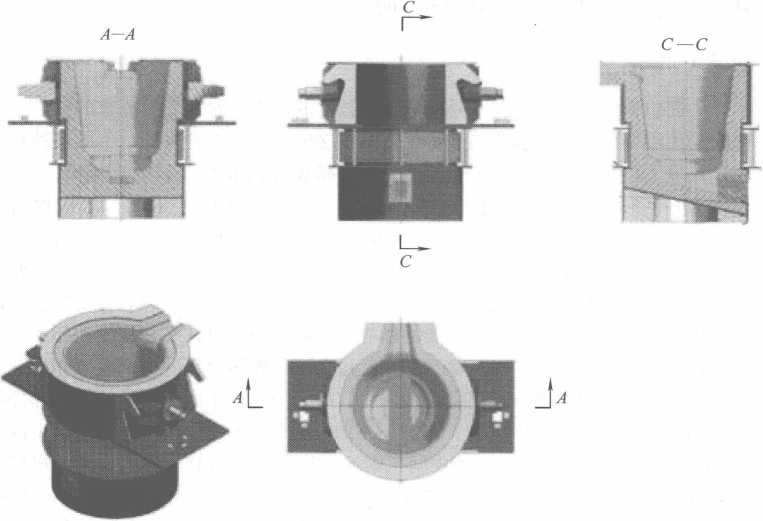
2. 2 ອຸປະກອນ Tundish ຂອງອຸປະກອນຄວາມຮ້ອນ induction ຂອງເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງ arc
ອຸປະກອນ tundish ຂອງອຸປະກອນຄວາມຮ້ອນ induction ຂອງເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງ arc ແມ່ນສະແດງຢູ່ໃນຮູບ 10-9.
ຫຼັງຈາກ arc billet caster ຢ່າງຕໍ່ເນື່ອງຮັບຮອງເອົາອຸປະກອນຄວາມຮ້ອນ induction ໄຟຟ້າ tundish, ອຸນຫະພູມ tapping ສາມາດຫຼຸດລົງ (ຕົວຢ່າງ, ມັນສາມາດເປັນ.
ຮູບທີ 10-9 ອຸປະກອນ Tundish ຂອງອຸປະກອນຄວາມຮ້ອນ induction ຂອງເຄື່ອງຫລໍ່ຢ່າງຕໍ່ເນື່ອງ arc
ຈາກ 1700 ° C ເຖິງ 1650 ° C), ນີ້ບໍ່ພຽງແຕ່ຊ່ວຍປັບປຸງຊີວິດຂອງຊັ້ນໃນ furnace ເຫຼັກກ້າ (ແປງ, ເຕົາໄຟຟ້າຫຼືເຕົາ induction), ແຕ່ຍັງສະຖຽນລະພາບອຸນຫະພູມຂອງເຫຼັກ molten ໃນການຫລໍ່ຢ່າງຕໍ່ເນື່ອງແລະຮັບປະກັນຄຸນນະພາບຂອງຢ່າງຕໍ່ເນື່ອງ. ໂຍນໃບບິນ.
ອີງຕາມການແນະນໍາຂ້າງເທິງ, ມັນສາມາດພິຈາລະນາໄດ້ວ່າອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກຫລໍ່ຫລໍ່ຢ່າງຕໍ່ເນື່ອງແມ່ນເປັນເຕັກໂນໂລຢີໃຫມ່ທີ່ປະຫຍັດພະລັງງານແລະເປັນມິດກັບສິ່ງແວດລ້ອມ. ການຮັບຮອງເອົາອຸປະກອນນີ້ແມ່ນໂຄງການການຫັນເປັນເຕັກໂນໂລຊີທີ່ເຫມາະສົມທີ່ຂ້ອນຂ້າງສໍາລັບວິສາຫະກິດໂລຫະ, ແລະມັນສົມຄວນທີ່ຈະສົ່ງເສີມແລະການນໍາໃຊ້.
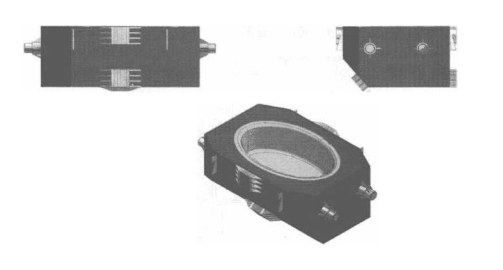
ຮູບ 10-10 ສະແດງໃຫ້ເຫັນອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ tundish 16t.
ຮູບທີ 10-10 16t tundish ອຸປະກອນຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ
ຮູບທີ 10-11 ແມ່ນແຜນວາດ schematic ຂອງ tundish ຂອງ 14t ອຸປະກອນຄວາມຮ້ອນ induction.

ຮູບທີ 10-11 ແຜນວາດຂອງ tundish ຂອງອຸປະກອນຄວາມຮ້ອນ induction 14t