- 30
- Oct
Zariadenia na indukčné ohrievanie roztavenej ocele na kontinuálne odlievanie
Zariadenia na indukčné ohrievanie roztavenej ocele na kontinuálne odlievanie
Prehľad 1
Technológia indukčného ohrevu ocele medzipanvy sa vyvíja s pokrokom technológie kontinuálneho liatia, zlepšovaním požiadaviek na kvalitu ocele, potrebou úspory energie a zníženia spotreby a zosúladením procesov externej rafinácie a kontinuálneho liatia. Rôzne druhy ocele majú rôzne požiadavky na AT prehriatia roztavenej ocele. Pre hrubé dosky, aby sa znížili vnútorné trhliny a uvoľnený stred, AT by mala byť nízka (5~200T); pri tenkých plechoch valcovaných za studena sa vyžaduje, aby mal povrch dobrú kvalitu. Vyššie (15 ~ 300 ℃). Prehriatie roztavenej ocele však musí byť stabilizované v určitom rozsahu, aby sa minimalizovali výkyvy. Je to nevyhnutná podmienka na zabezpečenie plynulého postupu výroby kontinuálneho odlievania, zabránenie upchatiu trysky alebo zabránenie netesnostiam a zabezpečenie kvality odlievaných dosiek. Zlepšenie funkcie ohrevu medzipanvy umožňuje stabilne regulovať prehriatie roztavenej ocele. Teplota roztavenej ocele rôznych panví kolíše, čo má nepriaznivý vplyv na proces kontinuálneho liatia a ohrev medzipanvy to môže do určitej miery kompenzovať. Je však potrebné zdôrazniť, že udržanie stabilného prehriatia roztavenej ocele závisí hlavne od správnej teploty odpichu a štruktúry nastavenia po odpichu a ohrev medzipanvy môže hrať len doplnkovú úlohu. Napriek tomu sa ohrevu a regulácii roztavenej ocele v medzipanve stále venuje pozornosť hutníckej komunity. Niektoré krajiny zastúpené Japonskom, Spojenými štátmi, Spojeným kráľovstvom a Francúzskom postupne uskutočnili výskum technológie ohrevu roztavenej ocele medzipanvy od 1970. do 1980. rokov 1982. storočia. Japonská spoločnosť Kawasaki Company prvýkrát vyvinula a získala japonský patent už v roku XNUMX. V súčasnosti sa technológia ohrevu roztavenej ocele medzipanvy úspešne vyvinula alebo sa vyvíja, zvyčajne využíva metódu fyzického ohrevu. Pri fyzikálnom spôsobe vykurovania sa ako zdroj tepla používa elektrická energia, ktorá sa premieňa na elektrickú energiu. Rôzne mechanizmy možno rozdeliť na: elektromagnetické indukčné ohrievacie zariadenia, plazmové ohrievanie, elektrotroskové ohrievanie a DC keramické ohrievacie technológie.
Tundish induction heating equipment has the following characteristics:
(1) Fast heating speed and high electric heating efficiency;
(2) Some types also have a certain electromagnetic stirring effect, which is conducive to the removal of inclusions;
(3) Teplota procesu sa dá ľahko regulovať a najdôležitejšie je presnejšie regulovať prehriatie roztavenej ocele;
(4) Výkon ohrevu je obmedzený hĺbkou hladiny kvapaliny v medzipanve. Až keď sa roztavená oceľ v medzipanve nahromadí do určitej hĺbky, môže ohrev prebiehať hladko.
Existuje niekoľko typov indukčných vykurovacích zariadení medzipanvy:
(1) Podľa typu induktora sa dá rozdeliť na indukčné vykurovacie zariadenia bez jadra a indukčné vykurovacie zariadenia s jadrom;
(2) According to the structure of the inductor, it can be divided into increased fault type and tunnel type (groove, molten trench) induction heating equipment;
(3) Podľa vykurovacej časti ju možno rozdeliť na lokálne vykurovanie a celkové vykurovanie.
2 Zariadenie na elektromagnetické indukčné ohrievanie roztavenej ocele medzipanvy na plynulé liatie
2. 1 Elektromagnetické indukčné ohrievacie zariadenie medzipanvy zladené s horizontálnym strojom na plynulé liatie
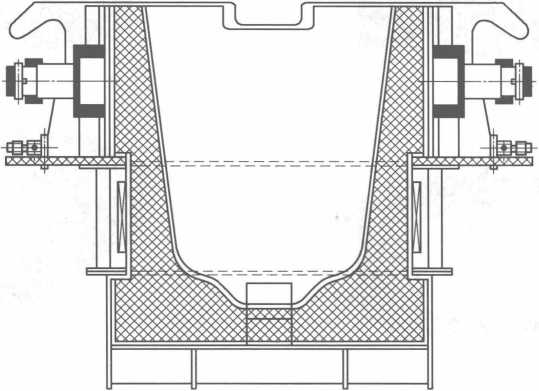
Elektromagnetické indukčné ohrievacie zariadenie medzipanvy zladené s horizontálnym strojom na plynulé liatie je znázornené na obrázku 10-7.
The production process of a stainless steel plant is now explained.
Obrázok 10-7 Elektromagnetické indukčné ohrievacie zariadenie medzipanvy spojené s horizontálnym strojom na plynulé liatie
 Po nadávkovaní všetkých druhov nehrdzavejúcej ocele sa tieto naložia do troch 5t indukčných pecí z napájacej nádrže pomocou žeriavov. Po roztavení oceľového šrotu na požadovanú teplotu (asi 1650°C) sa roztavená oceľ v indukčnej peci naleje do panvy a následne sa použije Nákladné auto preleje roztavenú oceľ do 8t pece AOD, kde sa oduhličuje, troska, odfosforenie a odstraňovanie síry a úprava zloženia zliatiny (hlavne Cr, Ni) a následne roztavenej ocele (zloženie a teplota zodpovedajú požiadavkám) Roztavenú oceľ vložte z panvy do naberačky a pomocou žeriavu nalejte roztavenú oceľ v panve do panvy 8t elektromagnetického indukčného vykurovacieho zariadenia. Kvapalina z nehrdzavejúcej ocele zohriata tepelnou konzerváciou je ťahaná a odlievaná do kruhovej tyče horizontálnym strojom na plynulé odlievanie a nakoniec tlačená do chladiaceho lôžka tvarovaním a strihaním. .
Po nadávkovaní všetkých druhov nehrdzavejúcej ocele sa tieto naložia do troch 5t indukčných pecí z napájacej nádrže pomocou žeriavov. Po roztavení oceľového šrotu na požadovanú teplotu (asi 1650°C) sa roztavená oceľ v indukčnej peci naleje do panvy a následne sa použije Nákladné auto preleje roztavenú oceľ do 8t pece AOD, kde sa oduhličuje, troska, odfosforenie a odstraňovanie síry a úprava zloženia zliatiny (hlavne Cr, Ni) a následne roztavenej ocele (zloženie a teplota zodpovedajú požiadavkám) Roztavenú oceľ vložte z panvy do naberačky a pomocou žeriavu nalejte roztavenú oceľ v panve do panvy 8t elektromagnetického indukčného vykurovacieho zariadenia. Kvapalina z nehrdzavejúcej ocele zohriata tepelnou konzerváciou je ťahaná a odlievaná do kruhovej tyče horizontálnym strojom na plynulé odlievanie a nakoniec tlačená do chladiaceho lôžka tvarovaním a strihaním. .
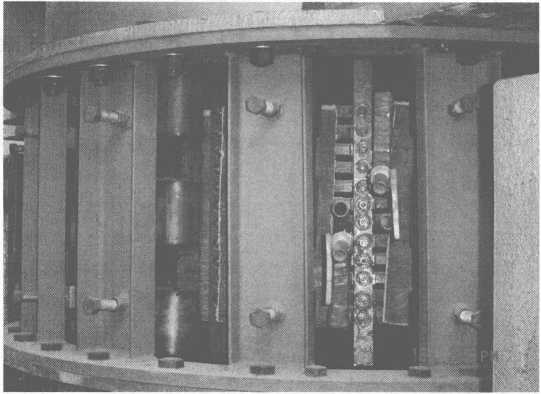
The physical object of the 8t electromagnetic induction heating equipment ladle is shown in Figure 10-8.
Elektromagnetické indukčné vykurovacie zariadenie medzipanvy 8t a 14t, indukčné vykurovacie zariadenie medzipanvy môže prísne a presne kontrolovať teplotu roztavenej ocele (rozsah chýb je iba ±5 ~ 6℃), čím sa zabezpečí kvalita predvalku. Okrem toho je možné primerane predĺžiť čas nastavenia teploty medzipanvy, čo ukazuje dobrý účinok indukčného vykurovacieho zariadenia.
2. 2 Medzipanvové zariadenie indukčného vykurovacieho zariadenia oblúkového stroja na plynulé liatie
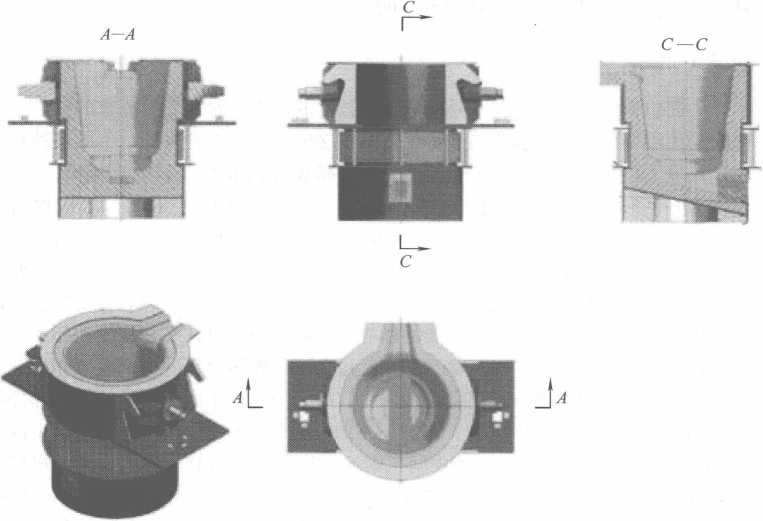
Zariadenie medzipanvy zariadenia na indukčný ohrev oblúkového stroja na plynulé liatie je znázornené na obrázku 10-9.
Potom, čo zariadenie na kontinuálne odlievanie oblúkových predvalkov prijme medzipanvu elektromagnetického indukčného vykurovacieho zariadenia, môže byť teplota odpichu znížená (napríklad môže byť
Obrázok 10-9 Zariadenie medzipanvy zariadenia na indukčný ohrev oblúkového stroja na plynulé liatie
Od 1700 °C do 1650 °C to pomáha nielen zlepšiť životnosť obloženia oceliarskej pece (konvertor, elektrická oblúková pec alebo indukčná pec), ale tiež stabilizuje teplotu roztavenej ocele pri kontinuálnom liatí a zaručuje kvalitu kontinuálneho liatia. odlievacie predvalky.
Na základe vyššie uvedeného úvodu možno usúdiť, že magnetické indukčné ohrievacie zariadenie medzipanvy na plynulé liatie je nová energeticky úsporná a ekologická technológia. Prijatie tohto zariadenia je pomerne ideálnym projektom technologickej transformácie pre hutnícke podniky a zaslúži si propagáciu a využitie.
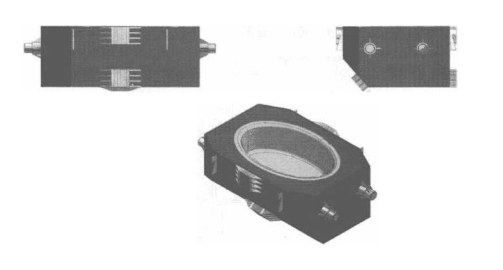
Obrázok 10-10 zobrazuje elektromagnetické indukčné ohrievacie zariadenie medzipanvy 16t.
Obrázok 10-10 Elektromagnetické indukčné ohrievacie zariadenie medzipanvy 16t
Obrázok 10-11 je schematický diagram medzipanvy 14t indukčného vykurovacieho zariadenia.

Obrázok 10-11 Schematický diagram medzipanvy 14t indukčného vykurovacieho zariadenia