- 30
- Oct
יציקה רציפה ציוד חימום אינדוקציה מפלדה מותכת
יציקה רציפה ציוד חימום אינדוקציה מפלדה מותכת
סקירה כללית של 1
טכנולוגיית ציוד חימום אינדוקציה מפלדה מותכת של Tundish פותחה עם התקדמות טכנולוגיית היציקה המתמשכת, שיפור דרישות איכות הפלדה, הצורך בחיסכון באנרגיה והפחתת הצריכה, והתאמה של תהליכי זיקוק ויציקה רציפה. לדרגות פלדה שונות יש דרישות שונות לגבי AT של חום-על של פלדה מותכת. עבור צלחות עבות, על מנת להפחית סדקים פנימיים ומרכז רופף, ה-AT צריך להיות נמוך (5 ~ 200T); עבור צלחות דקות מגולגלות קר, המשטח נדרש להיות באיכות טובה. גבוה יותר (15~300℃). עם זאת, יש לייצב את חום-העל של הפלדה המותכת בטווח מסוים כדי למזער את התנודות. זהו תנאי הכרחי להבטחת התקדמות חלקה של ייצור יציקה רציפה, מניעת חסימת פיות או מניעת תאונות דליפה והבטחת איכות לוחות יציקה. השיפור של פונקציית החימום של הפח מאפשר לשלוט ביציבות על חום-העל של פלדה מותכת. טמפרטורת הפלדה המותכת של מצקת שונה משתנה, מה שמשפיע לרעה על תהליך היציקה המתמשכת, והחימום של הפח יכול לפצות על כך במידה מסוימת. עם זאת, יש לציין כי שמירה על חום-על פלדה מותכת יציבה תלויה בעיקר בטמפרטורת ההקשה הנכונה ובמבנה ההתאמה לאחר ההקשה, וחימום הגתה יכול למלא רק תפקיד משלים. עם זאת, החימום והבקרה של פלדה מותכת בפח עדיין זוכים לתשומת לב מהקהילה המתכתית. מדינות מסוימות המיוצגות על ידי יפן, ארצות הברית, בריטניה וצרפת ביצעו ברציפות מחקר על טכנולוגיית חימום פלדה מותכת בפח משנות ה-1970 עד שנות ה-1980. חברת Kawasaki היפנית פיתחה וקיבלה פטנט יפני לראשונה כבר בשנת 1982. נכון לעכשיו, טכנולוגיית החימום של פלדה מותכת בטונדש שפותחה בהצלחה או בפיתוח, מאמצת בדרך כלל את שיטת החימום הפיזי. בשיטת החימום הפיזי משתמשים באנרגיה חשמלית כמקור החום ומומרת בהתאם לאנרגיה החשמלית. ניתן לחלק מנגנונים שונים ל: ציוד חימום אינדוקציה אלקטרומגנטי, חימום פלזמה, חימום אלקטרוסלג וטכנולוגיית חימום קרמי DC.
לציוד חימום אינדוקציה של Tundish יש את המאפיינים הבאים:
(1) מהירות חימום מהירה ויעילות חימום חשמלית גבוהה;
(2) לסוגים מסוימים יש גם אפקט ערבוב אלקטרומגנטי מסוים, המסייע להסרת תכלילים;
(3) קל לשלוט בטמפרטורת התהליך, והדבר החשוב ביותר הוא לשלוט בצורה מדויקת יותר על חום-העל של הפלדה המותכת;
(4) עוצמת החימום מוגבלת על ידי עומק מפלס הנוזל של הטונדה. רק כאשר הפלדה המותכת בפח מצטברת לעומק מסוים, החימום יכול להתקדם בצורה חלקה.
ישנם מספר סוגים של ציוד חימום אינדוקציוני לפח:
(1) על פי סוג המשרן, ניתן לחלק אותו לציוד חימום אינדוקציה חסר ליבה וציוד חימום אינדוקציה ליבה;
(2) על פי מבנה המשרן, ניתן לחלק אותו לסוג תקלה מוגבר וסוג מנהרה (חריץ, תעלה מותכת) ציוד חימום אינדוקציה;
(3) על פי חלק החימום, ניתן לחלק אותו לחימום מקומי וחימום כולל.
2 יציקה רציפה מכשיר לחימום אינדוקציה מכשיר פלדה מותכת פלדה מותכת
2. 1 Tundish ציוד חימום אינדוקציה אלקטרומגנטי מותאם למכונת יציקה רציפה אופקית
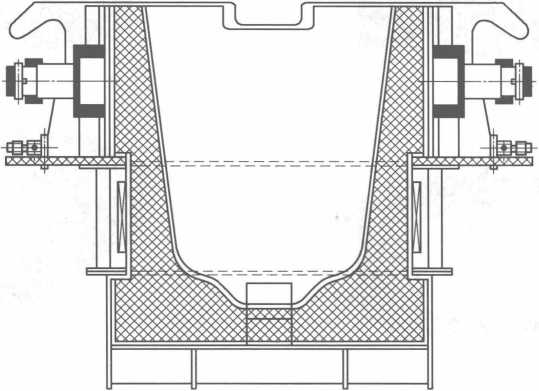
ציוד חימום האינדוקציה האלקטרומגנטי של הטונדה המותאם למכונת היציקה הרציפה האופקית מוצג באיור 10-7.
תהליך הייצור של מפעל נירוסטה מוסבר כעת.
איור 10-7 ציוד חימום אינדוקציה אלקטרומגנטי של Tundish המותאם למכונת יציקה רציפה אופקית
 לאחר כל מיני סוגים של נירוסטה הם אצווה, הם נטענים לתוך שלושה תנורי אינדוקציה 5t ממיכל האכלה עם מנופים. לאחר המסת גרוטאות הפלדה לטמפרטורה הנדרשת (כ-1650 מעלות צלזיוס), הפלדה המותכת בתנור האינדוקציה נמזגת לתוך המצקת, ולאחר מכן משתמשים בה. סיגים, דה-פוספוריזציה והסרת גופרית, והתאמת הרכב הסגסוגת (בעיקר Cr, Ni), ולאחר מכן הפלדה המותכת (ההרכב והטמפרטורה עומדים בדרישות) הכניסו את הפלדה המותכת למצקת לתוך המצקת והשתמשו במנוף כדי לשפוך הפלדה המותכת במצקת לתוך המצקת של ציוד חימום אינדוקציה אלקטרומגנטי 8t. נוזל הנירוסטה המחומם על ידי שימור חום נמשך ונוצק למוט עגול על ידי מכונת יציקה רציפה אופקית ולבסוף נדחק למצע הקירור על ידי גיבוש וגזירה. .
לאחר כל מיני סוגים של נירוסטה הם אצווה, הם נטענים לתוך שלושה תנורי אינדוקציה 5t ממיכל האכלה עם מנופים. לאחר המסת גרוטאות הפלדה לטמפרטורה הנדרשת (כ-1650 מעלות צלזיוס), הפלדה המותכת בתנור האינדוקציה נמזגת לתוך המצקת, ולאחר מכן משתמשים בה. סיגים, דה-פוספוריזציה והסרת גופרית, והתאמת הרכב הסגסוגת (בעיקר Cr, Ni), ולאחר מכן הפלדה המותכת (ההרכב והטמפרטורה עומדים בדרישות) הכניסו את הפלדה המותכת למצקת לתוך המצקת והשתמשו במנוף כדי לשפוך הפלדה המותכת במצקת לתוך המצקת של ציוד חימום אינדוקציה אלקטרומגנטי 8t. נוזל הנירוסטה המחומם על ידי שימור חום נמשך ונוצק למוט עגול על ידי מכונת יציקה רציפה אופקית ולבסוף נדחק למצע הקירור על ידי גיבוש וגזירה. .
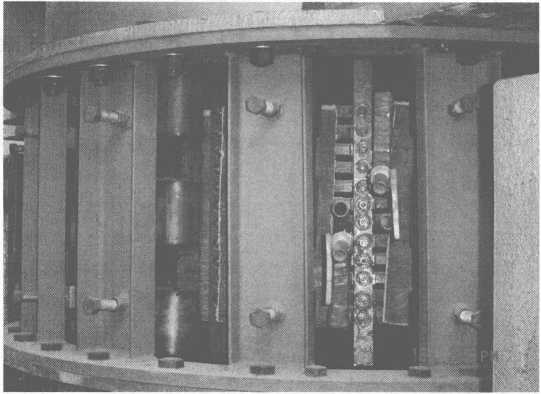
האובייקט הפיזי של מצקת ציוד חימום אינדוקציה אלקטרומגנטי 8t מוצג באיור 10-8.
ציוד חימום אינדוקציה אלקטרומגנטי של 8ט ו-14 טונדיש, ציוד חימום האינדוקציה של הטונדה יכול לשלוט בקפדנות ובדייקנות על הטמפרטורה של הפלדה המותכת (טווח השגיאה הוא רק ±5~6℃), ובכך להבטיח את איכות הבילט. בנוסף, ניתן להאריך כראוי את זמן כוונון הטמפרטורה של הפח, מה שמראה את ההשפעה הטובה של ציוד חימום אינדוקציה.
2. מכשיר 2 Tundish של ציוד חימום אינדוקציה של מכונת יציקה רציפה בקשת
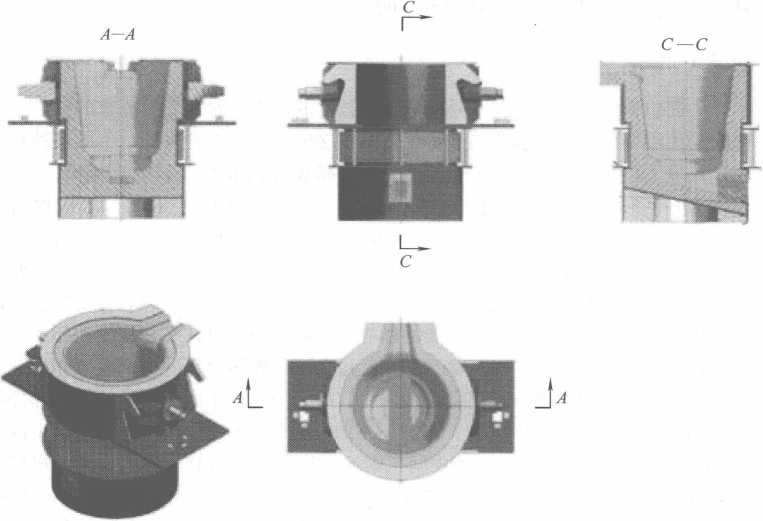
מכשיר הפח של ציוד חימום אינדוקציה של מכונת היציקה הרציפה של קשת מוצג באיור 10-9.
לאחר שגלגלת הקשת הרציפה מאמצת את מכשיר החימום האלקטרומגנטי, ניתן להוריד את טמפרטורת ההקשה (לדוגמה, ניתן
איור 10-9 התקן Tundish של ציוד חימום אינדוקציה של מכונת יציקה רציפה בקשת
מ-1700 מעלות צלזיוס עד 1650 מעלות צלזיוס), זה לא רק עוזר לשפר את אורך החיים של ריפוד תנור לייצור פלדה (ממיר, תנור קשת חשמלי או תנור אינדוקציה), אלא גם מייצב את הטמפרטורה של פלדה מותכת ביציקה רציפה ומבטיח את איכות הרצף. יציקת בילטים.
בהתבסס על ההקדמה לעיל, ניתן לשקול כי ציוד חימום אינדוקציה מגנטי של יציקה מתמשכת הוא טכנולוגיה חדשה חוסכת אנרגיה וידידותית לסביבה. האימוץ של מכשיר זה הוא פרויקט טרנספורמציה טכנולוגי אידיאלי יחסית עבור מפעלים מתכתיים, והוא ראוי לקידום ושימוש.
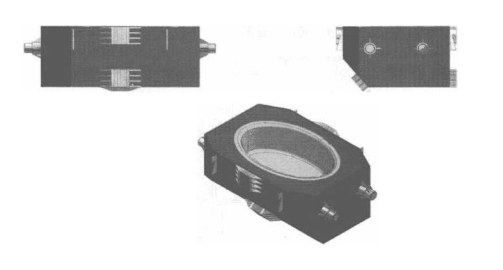
איור 10-10 מציג את ציוד חימום האינדוקציה האלקטרומגנטי של 16 טונות.
איור 10-10 ציוד חימום אינדוקציה אלקטרומגנטי של 16t tundish
איור 10-11 הוא דיאגרמה סכמטית של הפח של ציוד חימום אינדוקציה 14t.

איור 10-11 דיאגרמה סכמטית של הפח של ציוד חימום אינדוקציה 14 ט