- 30
- Oct
தொடர்ச்சியான வார்ப்பு துண்டிஷ் உருகிய எஃகு தூண்டல் வெப்பமூட்டும் உபகரணங்கள்
தொடர்ச்சியான வார்ப்பு துண்டிஷ் உருகிய எஃகு தூண்டல் வெப்பமூட்டும் உபகரணங்கள்
கண்ணோட்டம்
துண்டிஷ் உருகிய எஃகு தூண்டல் வெப்பமூட்டும் கருவி தொழில்நுட்பம் தொடர்ச்சியான வார்ப்பு தொழில்நுட்பத்தின் முன்னேற்றம், எஃகு தர தேவைகளை மேம்படுத்துதல், ஆற்றல் சேமிப்பு மற்றும் நுகர்வு குறைப்பு மற்றும் வெளிப்புற சுத்திகரிப்பு மற்றும் தொடர்ச்சியான வார்ப்பு செயல்முறைகளின் பொருத்தம் ஆகியவற்றுடன் உருவாக்கப்பட்டது. உருகிய எஃகு சூப்பர் ஹீட்டின் AT இல் வெவ்வேறு எஃகு தரங்களுக்கு வெவ்வேறு தேவைகள் உள்ளன. தடிமனான தட்டுகளுக்கு, உட்புற விரிசல் மற்றும் தளர்வான மையத்தை குறைக்க, AT குறைவாக இருக்க வேண்டும் (5~200T); குளிர்-உருட்டப்பட்ட மெல்லிய தட்டுகளுக்கு, மேற்பரப்பு நல்ல தரமானதாக இருக்க வேண்டும். அதிக (15~300℃). இருப்பினும், ஏற்ற இறக்கங்களைக் குறைக்க உருகிய எஃகு சூப்பர் ஹீட் ஒரு குறிப்பிட்ட வரம்பிற்குள் நிலைப்படுத்தப்பட வேண்டும். தொடர்ச்சியான வார்ப்பு உற்பத்தியின் சீரான முன்னேற்றத்தை உறுதிசெய்யவும், முனை அடைப்பைத் தடுக்கவும் அல்லது கசிவு விபத்துகளைத் தடுக்கவும் மற்றும் வார்ப்பு அடுக்குகளின் தரத்தை உறுதிப்படுத்தவும் இது அவசியமான நிபந்தனையாகும். துண்டிஷின் வெப்பமூட்டும் செயல்பாட்டை மேம்படுத்துவது உருகிய எஃகின் சூப்பர் ஹீட்டை நிலையானதாக கட்டுப்படுத்துவதை சாத்தியமாக்குகிறது. வெவ்வேறு லேடில் உருகிய எஃகு வெப்பநிலை ஏற்ற இறக்கங்கள், இது தொடர்ச்சியான வார்ப்பு செயல்பாட்டில் எதிர்மறையான விளைவைக் கொண்டிருக்கிறது, மேலும் துண்டிஷின் வெப்பம் அதை ஓரளவு ஈடுசெய்யும். இருப்பினும், நிலையான உருகிய எஃகு சூப்பர் ஹீட்டை பராமரிப்பது முக்கியமாக சரியான தட்டுதல் வெப்பநிலை மற்றும் தட்டிய பின் சரிசெய்தல் கட்டமைப்பைப் பொறுத்தது என்பதை சுட்டிக்காட்ட வேண்டும், மேலும் துண்டிஷ் வெப்பமாக்கல் ஒரு துணைப் பாத்திரத்தை மட்டுமே வகிக்க முடியும். ஆயினும்கூட, துண்டிஷில் உருகிய எஃகு வெப்பமாக்கல் மற்றும் கட்டுப்பாடு இன்னும் உலோகவியல் சமூகத்தின் கவனத்தைப் பெறுகிறது. ஜப்பான், யுனைடெட் ஸ்டேட்ஸ், யுனைடெட் கிங்டம் மற்றும் பிரான்ஸ் பிரதிநிதித்துவப்படுத்தும் சில நாடுகள் 1970 களில் இருந்து 1980 கள் வரை துண்டிஷ் உருகிய எஃகு வெப்பமாக்கல் தொழில்நுட்பத்தில் தொடர்ச்சியாக ஆராய்ச்சிகளை மேற்கொண்டன. ஜப்பானின் கவாசாகி நிறுவனம் முதன்முதலில் 1982 ஆம் ஆண்டிலேயே ஜப்பானிய காப்புரிமையை உருவாக்கி பெற்றது. தற்போது, துண்டிஷ் உருகிய எஃகு வெப்பமாக்கல் தொழில்நுட்பம் வெற்றிகரமாக உருவாக்கப்பட்டது அல்லது வளர்ச்சியின் கீழ் பொதுவாக உடல் வெப்பமாக்கல் முறையைப் பின்பற்றுகிறது. உடல் வெப்பமாக்கல் முறையில், மின்சார ஆற்றல் வெப்ப மூலமாகப் பயன்படுத்தப்படுகிறது மற்றும் மின்சார ஆற்றலுக்கு ஏற்ப மாற்றப்படுகிறது. பல்வேறு வழிமுறைகளை பிரிக்கலாம்: மின்காந்த தூண்டல் வெப்பமூட்டும் உபகரணங்கள், பிளாஸ்மா வெப்பமாக்கல், எலக்ட்ரோஸ்லாக் வெப்பமாக்கல் மற்றும் DC பீங்கான் வெப்பமாக்கல் தொழில்நுட்பம்.
துண்டிஷ் தூண்டல் வெப்பமூட்டும் உபகரணங்கள் பின்வரும் பண்புகளைக் கொண்டுள்ளன:
(1) வேகமான வெப்பமூட்டும் வேகம் மற்றும் அதிக மின்சார வெப்பமூட்டும் திறன்;
(2) சில வகைகளும் ஒரு குறிப்பிட்ட மின்காந்த கிளர்ச்சி விளைவைக் கொண்டிருக்கின்றன, இது சேர்த்தல்களை அகற்றுவதற்கு உகந்தது;
(3) செயல்முறை வெப்பநிலை கட்டுப்படுத்த எளிதானது, மேலும் மிக முக்கியமான விஷயம் உருகிய எஃகின் சூப்பர் ஹீட்டை மிகவும் துல்லியமாக கட்டுப்படுத்துவது;
(4) வெப்பமூட்டும் சக்தியானது துண்டிஷ் திரவ மட்டத்தின் ஆழத்தால் வரையறுக்கப்படுகிறது. துண்டிஷில் உள்ள உருகிய எஃகு ஒரு குறிப்பிட்ட ஆழத்தில் குவிந்தால் மட்டுமே, வெப்பமாக்கல் சீராக தொடர முடியும்.
டன்டிஷ் தூண்டல் வெப்பமூட்டும் கருவிகளில் பல வகைகள் உள்ளன:
(1) தூண்டியின் வகையின்படி, அதை கோர்லெஸ் இண்டக்ஷன் ஹீட்டிங் கருவிகள் மற்றும் கோர்டு இண்டக்ஷன் ஹீட்டிங் கருவிகளாகப் பிரிக்கலாம்;
(2) தூண்டியின் கட்டமைப்பின் படி, இது அதிகரித்த தவறு வகை மற்றும் சுரங்கப்பாதை வகை (பள்ளம், உருகிய அகழி) தூண்டல் வெப்பமூட்டும் கருவிகளாக பிரிக்கலாம்;
(3) வெப்பமூட்டும் பகுதியின் படி, அதை உள்ளூர் வெப்பமாக்கல் மற்றும் ஒட்டுமொத்த வெப்பமாக்கல் என பிரிக்கலாம்.
2 தொடர்ச்சியான வார்ப்பு துண்டிஷ் உருகிய எஃகு மின்காந்த தூண்டல் வெப்பமூட்டும் கருவி சாதனம்
2. 1 கிடைமட்ட தொடர்ச்சியான வார்ப்பு இயந்திரத்துடன் பொருந்திய துண்டிஷ் மின்காந்த தூண்டல் வெப்பமூட்டும் உபகரணங்கள்
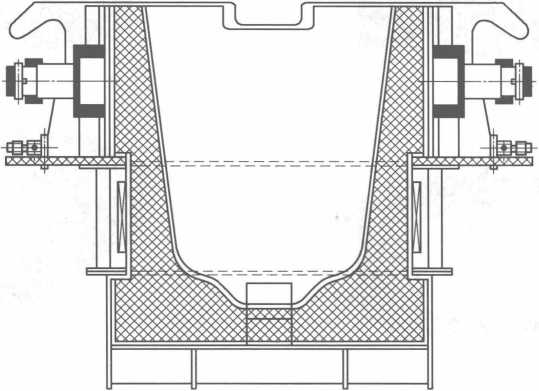
கிடைமட்ட தொடர்ச்சியான வார்ப்பு இயந்திரத்துடன் பொருந்திய துண்டிஷ் மின்காந்த தூண்டல் வெப்பமூட்டும் கருவி படம் 10-7 இல் காட்டப்பட்டுள்ளது.
துருப்பிடிக்காத எஃகு ஆலையின் உற்பத்தி செயல்முறை இப்போது விளக்கப்பட்டுள்ளது.
படம் 10-7 கிடைமட்ட தொடர்ச்சியான வார்ப்பு இயந்திரத்துடன் பொருந்திய துண்டிஷ் மின்காந்த தூண்டல் வெப்பமூட்டும் உபகரணங்கள்
 அனைத்து வகையான துருப்பிடிக்காத எஃகுகளும் தொகுக்கப்பட்ட பிறகு, அவை கிரேன்கள் கொண்ட உணவு தொட்டியில் இருந்து மூன்று 5t தூண்டல் உலைகளில் ஏற்றப்படுகின்றன. ஸ்கிராப் எஃகு தேவையான வெப்பநிலையில் (சுமார் 1650 டிகிரி செல்சியஸ்) உருகிய பிறகு, தூண்டல் உலையில் உள்ள உருகிய எஃகு லேடலில் ஊற்றப்படுகிறது, பின்னர் டிரக் உருகிய எஃகு 8t ஏஓடி உலைக்குள் ஊற்றப்படுகிறது, அங்கு அது டிகார்பரைசேஷன் செய்யப்படுகிறது, கசடு, டிஃபோஸ்ஃபோரைசேஷன் மற்றும் கந்தகத்தை அகற்றுதல், மற்றும் அலாய் கலவையை சரிசெய்தல் (முக்கியமாக Cr, Ni), பின்னர் உருகிய எஃகு (கலவை மற்றும் வெப்பநிலை தேவைகளைப் பூர்த்தி செய்தல்) உருகிய எஃகு லேடலில் வைத்து, கிரேனைப் பயன்படுத்தி ஊற்றவும் 8டி மின்காந்த தூண்டல் வெப்பமூட்டும் கருவியின் லேடலில் உருகிய எஃகு. வெப்பப் பாதுகாப்பின் மூலம் சூடேற்றப்பட்ட துருப்பிடிக்காத எஃகு திரவமானது, கிடைமட்ட தொடர்ச்சியான வார்ப்பு இயந்திரம் மூலம் ஒரு வட்டப் பட்டியில் வரையப்பட்டு, இறுதியாக உருவாக்கி வெட்டுவதன் மூலம் குளிரூட்டும் படுக்கையில் தள்ளப்படுகிறது. .
அனைத்து வகையான துருப்பிடிக்காத எஃகுகளும் தொகுக்கப்பட்ட பிறகு, அவை கிரேன்கள் கொண்ட உணவு தொட்டியில் இருந்து மூன்று 5t தூண்டல் உலைகளில் ஏற்றப்படுகின்றன. ஸ்கிராப் எஃகு தேவையான வெப்பநிலையில் (சுமார் 1650 டிகிரி செல்சியஸ்) உருகிய பிறகு, தூண்டல் உலையில் உள்ள உருகிய எஃகு லேடலில் ஊற்றப்படுகிறது, பின்னர் டிரக் உருகிய எஃகு 8t ஏஓடி உலைக்குள் ஊற்றப்படுகிறது, அங்கு அது டிகார்பரைசேஷன் செய்யப்படுகிறது, கசடு, டிஃபோஸ்ஃபோரைசேஷன் மற்றும் கந்தகத்தை அகற்றுதல், மற்றும் அலாய் கலவையை சரிசெய்தல் (முக்கியமாக Cr, Ni), பின்னர் உருகிய எஃகு (கலவை மற்றும் வெப்பநிலை தேவைகளைப் பூர்த்தி செய்தல்) உருகிய எஃகு லேடலில் வைத்து, கிரேனைப் பயன்படுத்தி ஊற்றவும் 8டி மின்காந்த தூண்டல் வெப்பமூட்டும் கருவியின் லேடலில் உருகிய எஃகு. வெப்பப் பாதுகாப்பின் மூலம் சூடேற்றப்பட்ட துருப்பிடிக்காத எஃகு திரவமானது, கிடைமட்ட தொடர்ச்சியான வார்ப்பு இயந்திரம் மூலம் ஒரு வட்டப் பட்டியில் வரையப்பட்டு, இறுதியாக உருவாக்கி வெட்டுவதன் மூலம் குளிரூட்டும் படுக்கையில் தள்ளப்படுகிறது. .
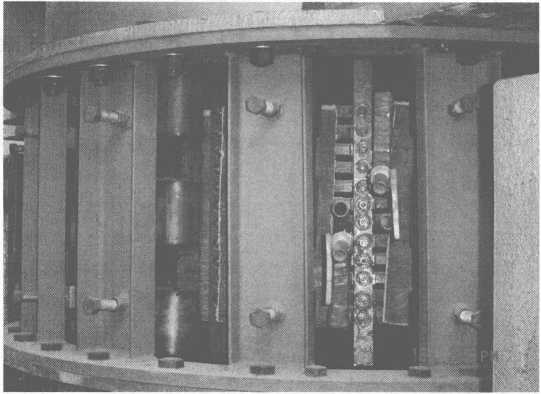
8t மின்காந்த தூண்டல் வெப்பமூட்டும் கருவியின் இயற்பியல் பொருள் படம் 10-8 இல் காட்டப்பட்டுள்ளது.
8t மற்றும் 14t tundish மின்காந்த தூண்டல் வெப்பமூட்டும் கருவிகள், tundish தூண்டல் வெப்பமூட்டும் கருவிகள் உருகிய எஃகின் வெப்பநிலையை கண்டிப்பாகவும் துல்லியமாகவும் கட்டுப்படுத்த முடியும் (பிழை வரம்பு ±5~6℃ மட்டுமே), இதனால் பில்லட்டின் தரத்தை உறுதி செய்கிறது. கூடுதலாக, டன்டிஷின் வெப்பநிலை சரிசெய்தல் நேரத்தையும் சரியான முறையில் நீட்டிக்க முடியும், இது தூண்டல் வெப்பமூட்டும் கருவிகளின் நல்ல விளைவைக் காட்டுகிறது.
2. 2 வில் தொடர்ச்சியான வார்ப்பு இயந்திரத்தின் தூண்டல் வெப்பமூட்டும் கருவிகளின் துண்டிஷ் சாதனம்
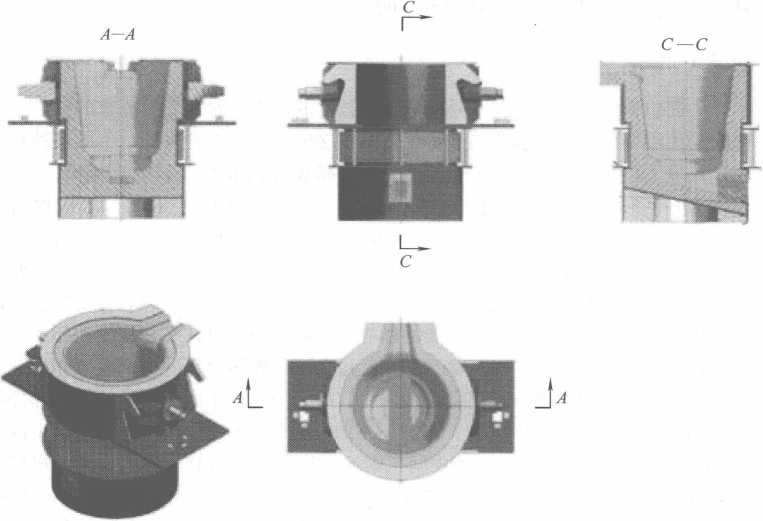
ஆர்க் தொடர்ச்சியான வார்ப்பு இயந்திரத்தின் தூண்டல் வெப்பமூட்டும் கருவியின் துண்டிஷ் சாதனம் படம் 10-9 இல் காட்டப்பட்டுள்ளது.
ஆர்க் பில்லெட் தொடர்ச்சியான காஸ்டர் மின்காந்த தூண்டல் வெப்பமூட்டும் கருவி டன்டிஷை ஏற்றுக்கொண்ட பிறகு, தட்டுதல் வெப்பநிலையை குறைக்கலாம் (எடுத்துக்காட்டாக, இது
படம் 10-9 வில் தொடர்ச்சியான வார்ப்பு இயந்திரத்தின் தூண்டல் வெப்பமூட்டும் கருவியின் துண்டிஷ் சாதனம்
1700°C முதல் 1650°C வரை), இது எஃகு தயாரிக்கும் உலை லைனிங்கின் (மாற்றி, மின்சார வில் உலை அல்லது தூண்டல் உலை) ஆயுளை மேம்படுத்த உதவுவது மட்டுமல்லாமல், உருகிய எஃகு வெப்பநிலையை தொடர்ந்து வார்ப்பதில் உறுதிப்படுத்துகிறது மற்றும் தொடர்ச்சியான தரத்திற்கு உத்தரவாதம் அளிக்கிறது. வார்ப்பு உண்டியல்கள்.
மேலே உள்ள அறிமுகத்தின் அடிப்படையில், தொடர்ச்சியான வார்ப்பு டன்டிஷ் காந்த தூண்டல் வெப்பமூட்டும் உபகரணங்கள் ஒரு புதிய ஆற்றல் சேமிப்பு மற்றும் சுற்றுச்சூழல் நட்பு தொழில்நுட்பம் என்று கருதலாம். இந்த சாதனத்தை ஏற்றுக்கொள்வது உலோகவியல் நிறுவனங்களுக்கான ஒப்பீட்டளவில் சிறந்த தொழில்நுட்ப மாற்றத் திட்டமாகும், மேலும் இது பதவி உயர்வு மற்றும் பயன்பாட்டிற்கு தகுதியானது.
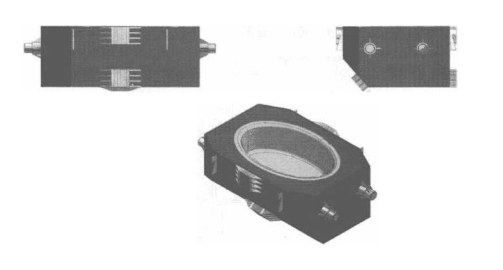
படம் 10-10 16t tundish மின்காந்த தூண்டல் வெப்பமூட்டும் கருவியைக் காட்டுகிறது.
படம் 10-10 16t tundish மின்காந்த தூண்டல் வெப்பமூட்டும் உபகரணங்கள்
படம் 10-11 என்பது 14t தூண்டல் வெப்பமூட்டும் கருவிகளின் டன்டிஷின் திட்ட வரைபடமாகும்.

படம் 10-11 14t தூண்டல் வெப்பமூட்டும் கருவியின் டன்டிஷின் திட்ட வரைபடம்