- 30
- Oct
Үзгүлтүксүз куюу тундиш эриген болот индукциялык жылытуу жабдуулары
Үзгүлтүксүз куюу тундиш эриген болот индукциялык жылытуу жабдуулары
1 Обзор
Тундиш эриген болот индукциялык жылытуу жабдууларынын технологиясы үзгүлтүксүз куюу технологиясынын прогресси, болоттун сапатына талаптардын жакшырышы, энергияны үнөмдөө жана керектөөнү кыскартуу зарылдыгы жана тышкы тазалоо жана үзгүлтүксүз куюу процесстеринин дал келүүсү менен иштелип чыккан. Болоттун ар кандай сорттору эриген болоттун АТ боюнча ар кандай талаптарга ээ. Калың плиталар үчүн, ички жаракаларды жана бош борборду азайтуу үчүн, AT төмөн болушу керек (5 ~ 200T); муздак прокатталган жука плиталар үчүн бети жакшы сапатта болушу талап кылынат. Жогорку (15~300℃). Бирок, эриген болот супер ысытуу термелүүлөрдү азайтуу үчүн белгилүү бир диапазондо турукташтыруу керек. Бул үзгүлтүксүз куюу өндүрүшүнүн үзгүлтүксүз жүрүшүн камсыз кылуу, штуцерлердин бүтөлүшүнө жол бербөө же агып кетүү кырсыктарын болтурбоо, куюлган плиталардын сапатын камсыз кылуу үчүн зарыл шарт. Тундиштин жылытуу функциясын жогорулатуу эриген болоттун кызуулугун туруктуу башкарууга мүмкүндүк берет. Ар кандай чөмүчтүн эриген болотунун температурасы өзгөрүп турат, бул үзгүлтүксүз куюу процессине терс таасирин тийгизет, ал эми тундиштин ысытуусу аны кандайдыр бир деңгээлде компенсациялай алат. Бирок, бул туруктуу эриген болот супер ысып сактоо, негизинен, туура таптап температурасына жана таптап кийин жөндөө структурасына көз каранды экенин белгилей кетүү керек, жана тундиш жылытуу гана кошумча ролду ойной алат. Ошого карабастан тундишта эритилген болотту ысытуу жана контролдоо металлургиялык коомчулуктун көңүлүн дагы эле буруп жатат. Япония, Америка Кошмо Штаттары, Улуу Британия жана Франция тарабынан сунушталган кээ бир өлкөлөр 1970-жылдан 1980-жылга чейин тундиштин эритилген болотту жылытуу технологиясы боюнча изилдөөлөрдү жүргүзүштү. Япониянын Kawasaki компаниясы биринчи жолу 1982-жылы жапон патентин иштеп чыккан жана алган. Учурда тундиштин эритилген болот жылытуу технологиясы ийгиликтүү иштелип чыккан же иштелип чыгууда, адатта, физикалык жылытуу ыкмасын кабыл алат. Физикалык жылытуу методунда электр энергиясы жылуулук булагы катары колдонулат жана электр энергиясына ылайык айландырылат. Ар кандай механизмдерди бөлүүгө болот: электромагниттик индукциялык жылытуу жабдуулары, плазмалык жылытуу, электрошлак жылытуу жана DC керамикалык жылытуу технологиясы.
Тундиш индукциялык жылытуу жабдуулары төмөнкүдөй мүнөздөмөлөргө ээ:
(1) Fast жылытуу ылдамдыгы жана жогорку электр жылытуу натыйжалуулугу;
(2) Кээ бир түрлөрү, ошондой эле кошулмаларды алып салуу үчүн жагымдуу болгон белгилүү бир электромагниттик козгогуч таасири бар;
(3) Температуранын процессин көзөмөлдөө оңой, эң негизгиси эриген болоттун ысып кетүүсүн так көзөмөлдөө;
(4) Жылытуу кубаттуулугу тундиш суюктугунун деңгээлинин тереңдиги менен чектелет. Тундуштагы эриген болот белгилуу терендикке чогулганда гана жылытуу бир калыпта журет.
Тундиш индукциялык жылытуу жабдууларынын бир нече түрлөрү бар:
(1) Индуктордун түрүнө ылайык, ал өзөксүз индукциялык жылытуу жабдууларына жана өзөктүү индукциялык жылытуу жабдууларына бөлүнөт;
(2) индуктор түзүмү боюнча, ал көбөйгөн ката түрүн жана туннел түрүн бөлүүгө болот (оюк, эриген траншея) индукциялык жылытуу жабдуулары;
(3) жылытуу бөлүгүнө ылайык, ал жергиликтүү жылытуу жана жалпы жылытуу бөлүүгө болот.
2 Үзгүлтүксүз куюу тундиш эритилген болот электромагниттик индукциялык жылытуу жабдуулары
2. 1 Тундиш электромагниттик индукциялык жылытуу жабдуулары горизонталдуу үзгүлтүксүз куюу машинасы менен шайкеш келет
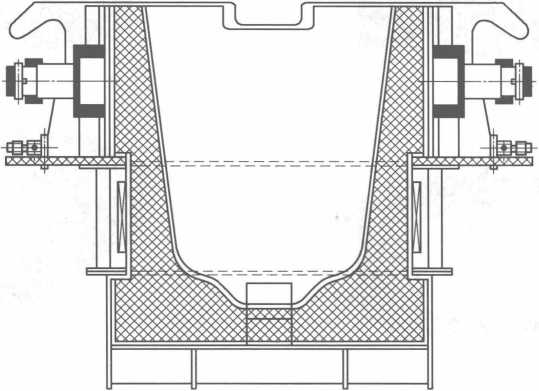
Горизонталдык үзгүлтүксүз куюу машинасы менен дал келген тундиш электромагниттик индукциялык жылытуу жабдуулары 10-7-сүрөттө көрсөтүлгөн.
Дат баспас болоттон жасалган заводдун өндүрүш процесси азыр түшүндүрүлөт.
Сүрөт 10-7 Тундиш электромагниттик индукциялык жылытуу жабдуулары горизонталдуу үзгүлтүксүз куюу машинасы менен дал келет
 Дат баспас болоттун бардык түрлөрүн партиялашкандан кийин, алар крандар менен азыктандыруучу резервуардан үч 5т индукциялык мешке жүктөлөт. Болот сыныктары талап кылынган температурага чейин эригенден кийин (болжол менен 1650 ° C), индукциялык мештеги эриген болот чакмакка куюлат, андан кийин колдонулат Жүк ташуучу машина эриген болотту 8t AOD мешине куюп, ал жерде декарбуризациядан өтөт, шлактоо, дефосфоризациялоо жана күкүрттү кетирүү, эритмелердин курамын (негизинен Cr, Ni), андан кийин эриген болотту (курамы жана температурасы талаптарга жооп берет) Чайкадагы эриген болотту чөмүчкө салып, кран менен куюу 8т электромагниттик индукциялык жылытуу аппаратурасынын чөмүчүндөгү эриген болот. Жылуулукту сактоо менен ысытылган дат баспас болоттон жасалган суюктук тартылып, горизонталдуу үзгүлтүксүз куюучу машина менен тегерек тилкеге куюлат жана акырында калыптандыруу жана кыркуу жолу менен муздаткыч төшөккө түртүлөт. .
Дат баспас болоттун бардык түрлөрүн партиялашкандан кийин, алар крандар менен азыктандыруучу резервуардан үч 5т индукциялык мешке жүктөлөт. Болот сыныктары талап кылынган температурага чейин эригенден кийин (болжол менен 1650 ° C), индукциялык мештеги эриген болот чакмакка куюлат, андан кийин колдонулат Жүк ташуучу машина эриген болотту 8t AOD мешине куюп, ал жерде декарбуризациядан өтөт, шлактоо, дефосфоризациялоо жана күкүрттү кетирүү, эритмелердин курамын (негизинен Cr, Ni), андан кийин эриген болотту (курамы жана температурасы талаптарга жооп берет) Чайкадагы эриген болотту чөмүчкө салып, кран менен куюу 8т электромагниттик индукциялык жылытуу аппаратурасынын чөмүчүндөгү эриген болот. Жылуулукту сактоо менен ысытылган дат баспас болоттон жасалган суюктук тартылып, горизонталдуу үзгүлтүксүз куюучу машина менен тегерек тилкеге куюлат жана акырында калыптандыруу жана кыркуу жолу менен муздаткыч төшөккө түртүлөт. .
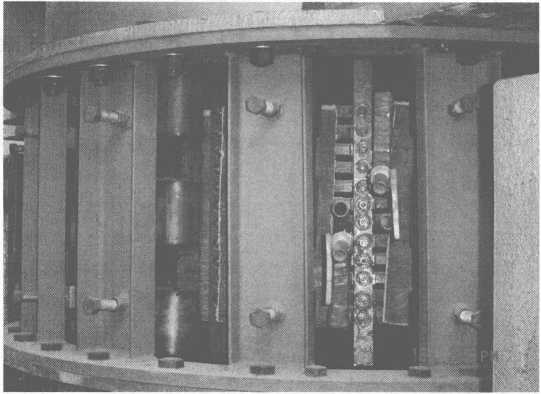
8t электромагниттик индукциялык жылытуучу аппаратуранын физикалык объектиси 10-8-сүрөттө көрсөтүлгөн.
8t жана 14t тундиш электромагниттик индукциялык жылытуу жабдуулары, тундиш индукциялык жылытуу жабдуулары эриген болоттун температурасын катуу жана так көзөмөлдөй алат (ката диапазону болгону ± 5 ~ 6 ℃), ошентип даярдын сапатын камсыз кылат. Мындан тышкары, тундиштин температурасын жөнгө салуу убактысы да ылайыктуу түрдө узартылышы мүмкүн, бул индукциялык жылытуу жабдууларынын жакшы таасирин көрсөтөт.
2. Догалык үзгүлтүксүз куюу машинасынын индукциялык жылытуу аппаратурасынын 2 тундиш прибору
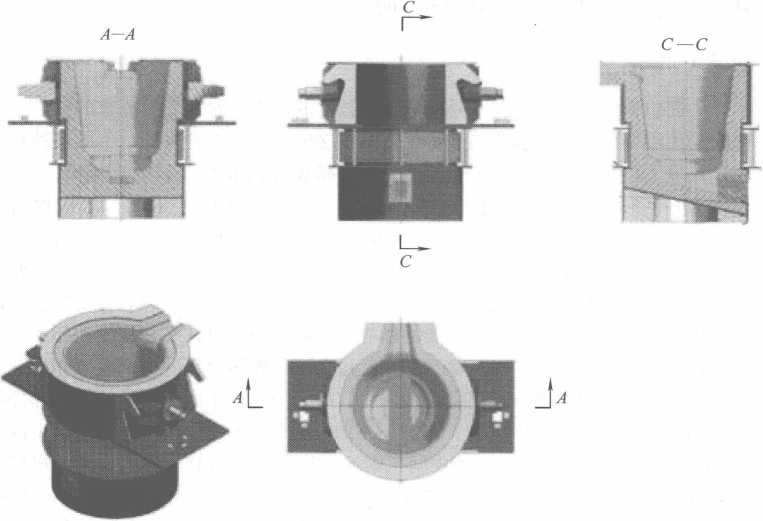
Догалык үзгүлтүксүз куюу машинасынын индукциялык жылытуу аппаратурасынын тундиш түзүлүшү 10-9-сүрөттө көрсөтүлгөн.
Арка куйма үзгүлтүксүз кастер электромагниттик индукциялык жылытуу жабдууларын тундиш кабыл алгандан кийин, таптап температурасы төмөндөтүлүшү мүмкүн (мисалы, ал болушу мүмкүн
10-9-сүрөт Догаларды үзгүлтүксүз куюучу машинанын индукциялык жылытуу жабдууларынын тундиш прибору
1700°Сден 1650°Сге чейин, бул болот эритүүчү мештин каптамасынын (конвертер, электр дуга меши же индукциялык меш) иштөө мөөнөтүн жакшыртууга гана жардам бербестен, үзгүлтүксүз куюуда эриген болоттун температурасын турукташтырат жана үзгүлтүксүз куюу сапатына кепилдик берет. куймаларды.
Жогорудагы киргизүүнүн негизинде, үзгүлтүксүз куюу тундиш магниттик индукциялык жылытуу жабдуулары энергияны үнөмдөөчү жана экологиялык жактан таза технология болуп саналат деп эсептесе болот. Бул аппаратты кабыл алуу металлургия ишканалары үчүн салыштырмалуу идеалдуу технологиялык кайра куруу долбоору болуп саналат жана аны жайылтууга жана колдонууга татыктуу.
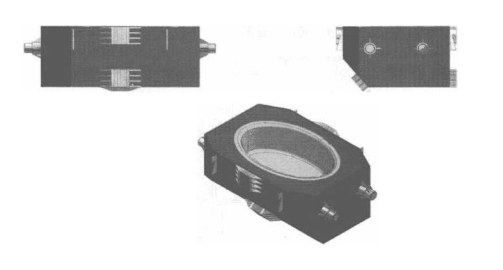
10-10-сүрөттө 16т тундиш электромагниттик индукциялык жылытуу жабдуулары көрсөтүлгөн.
Сүрөт 10-10 16т тундиш электромагниттик индукциялык жылытуу жабдуулары
10-11-сүрөттө 14т индукциялык жылытуу жабдууларынын тундишинин схемалык схемасы.

10-11-сүрөт 14т индукциялык жылытуу жабдууларынын тундикесинин схемасы