- 30
- Oct
ক্রমাগত ঢালাই টুন্ডিশ গলিত ইস্পাত আনয়ন গরম করার সরঞ্জাম
ক্রমাগত ঢালাই টুন্ডিশ গলিত ইস্পাত আনয়ন গরম করার সরঞ্জাম
৩.১ ওভারভিউ
টুন্ডিশ গলিত ইস্পাত আনয়ন গরম করার সরঞ্জাম প্রযুক্তি ক্রমাগত ঢালাই প্রযুক্তির অগ্রগতি, ইস্পাত মানের প্রয়োজনীয়তার উন্নতি, শক্তি সঞ্চয় এবং খরচ হ্রাসের প্রয়োজনীয়তা এবং বাহ্যিক পরিশোধন এবং অবিচ্ছিন্ন ঢালাই প্রক্রিয়াগুলির মিলের সাথে বিকশিত হয়েছে। গলিত ইস্পাত সুপারহিটের AT-তে বিভিন্ন ইস্পাত গ্রেডের বিভিন্ন প্রয়োজনীয়তা রয়েছে। পুরু প্লেটের জন্য, অভ্যন্তরীণ ফাটল এবং আলগা কেন্দ্র কমাতে, AT কম হওয়া উচিত (5~200T); ঠান্ডা-ঘূর্ণিত পাতলা প্লেট জন্য, পৃষ্ঠ ভাল মানের প্রয়োজন হয়. উচ্চতর (15~300℃)। যাইহোক, গলিত ইস্পাত সুপারহিট একটি নির্দিষ্ট সীমার মধ্যে স্থিতিশীল হতে হবে যাতে ওঠানামা কম হয়। ক্রমাগত ঢালাই উৎপাদনের মসৃণ অগ্রগতি নিশ্চিত করতে, অগ্রভাগের বাধা রোধ করতে বা লিকিং দুর্ঘটনা রোধ করতে এবং কাস্ট স্ল্যাবগুলির গুণমান নিশ্চিত করতে এটি একটি প্রয়োজনীয় শর্ত৷ টুন্ডিশের গরম করার কার্যকারিতা বৃদ্ধির ফলে গলিত ইস্পাতের সুপারহিটকে স্থিরভাবে নিয়ন্ত্রণ করা সম্ভব হয়। বিভিন্ন ল্যাডেলের গলিত ইস্পাতের তাপমাত্রা ওঠানামা করে, যা ক্রমাগত ঢালাই প্রক্রিয়ার উপর বিরূপ প্রভাব ফেলে এবং টুন্ডিশের উত্তাপ কিছু পরিমাণে এর জন্য ক্ষতিপূরণ দিতে পারে। যাইহোক, এটি অবশ্যই উল্লেখ করা উচিত যে একটি স্থিতিশীল গলিত ইস্পাত সুপারহিট বজায় রাখা প্রধানত সঠিক ট্যাপিং তাপমাত্রা এবং ট্যাপ করার পরে সমন্বয় কাঠামোর উপর নির্ভর করে এবং টুন্ডিশ হিটিং শুধুমাত্র একটি সম্পূরক ভূমিকা পালন করতে পারে। তা সত্ত্বেও, টুন্ডিশে গলিত ইস্পাতের উত্তাপ এবং নিয়ন্ত্রণ এখনও ধাতব সম্প্রদায়ের দৃষ্টি আকর্ষণ করছে। জাপান, মার্কিন যুক্তরাষ্ট্র, যুক্তরাজ্য এবং ফ্রান্স দ্বারা প্রতিনিধিত্ব করা কিছু দেশ 1970 থেকে 1980 এর দশক পর্যন্ত ধারাবাহিকভাবে টুন্ডিশ গলিত ইস্পাত গরম করার প্রযুক্তির উপর গবেষণা চালিয়েছে। জাপানের কাওয়াসাকি কোম্পানি প্রথম 1982 সালের প্রথম দিকে একটি জাপানি পেটেন্ট তৈরি করে এবং প্রাপ্ত করে। বর্তমানে, টুন্ডিশ গলিত ইস্পাত গরম করার প্রযুক্তি সফলভাবে বিকশিত বা বিকাশাধীন সাধারণত শারীরিক গরম করার পদ্ধতি গ্রহণ করে। শারীরিক গরম করার পদ্ধতিতে, বৈদ্যুতিক শক্তি তাপের উত্স হিসাবে ব্যবহৃত হয় এবং বৈদ্যুতিক শক্তি অনুসারে রূপান্তরিত হয়। বিভিন্ন মেকানিজমকে ভাগ করা যায়: ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং ইকুইপমেন্ট, প্লাজমা হিটিং, ইলেক্ট্রোস্ল্যাগ হিটিং এবং ডিসি সিরামিক হিটিং প্রযুক্তি।
টুন্ডিশ ইন্ডাকশন হিটিং সরঞ্জামগুলির নিম্নলিখিত বৈশিষ্ট্য রয়েছে:
(1) দ্রুত গরম করার গতি এবং উচ্চ বৈদ্যুতিক গরম করার দক্ষতা;
(2) কিছু প্রকারের একটি নির্দিষ্ট ইলেক্ট্রোম্যাগনেটিক আলোড়ন প্রভাব রয়েছে, যা অন্তর্ভুক্তি অপসারণের জন্য সহায়ক;
(3) প্রক্রিয়া তাপমাত্রা নিয়ন্ত্রণ করা সহজ, এবং সবচেয়ে গুরুত্বপূর্ণ বিষয় হল আরও সঠিকভাবে গলিত ইস্পাতের সুপারহিট নিয়ন্ত্রণ করা;
(4) গরম করার ক্ষমতা টুন্ডিশ তরল স্তরের গভীরতার দ্বারা সীমিত। শুধুমাত্র যখন টুন্ডিশের গলিত ইস্পাত একটি নির্দিষ্ট গভীরতায় জমা হয়, তখনই উত্তাপটি মসৃণভাবে এগিয়ে যেতে পারে।
বিভিন্ন ধরণের টুন্ডিশ ইন্ডাকশন হিটিং সরঞ্জাম রয়েছে:
(1) ইন্ডাক্টরের ধরন অনুসারে, এটি কোরলেস ইন্ডাকশন হিটিং সরঞ্জাম এবং কোরেড ইন্ডাকশন হিটিং সরঞ্জামগুলিতে বিভক্ত করা যেতে পারে;
(2) ইন্ডাক্টরের গঠন অনুযায়ী, এটি বর্ধিত ফল্ট টাইপ এবং টানেল টাইপ (খাঁজ, গলিত পরিখা) আবেশন গরম করার সরঞ্জামগুলিতে বিভক্ত করা যেতে পারে;
(3) গরম করার অংশ অনুসারে, এটি স্থানীয় গরম এবং সামগ্রিক গরমে বিভক্ত করা যেতে পারে।
2 ক্রমাগত ঢালাই টুন্ডিশ গলিত ইস্পাত ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন গরম করার সরঞ্জাম ডিভাইস
2. 1 টিন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং সরঞ্জাম অনুভূমিক ক্রমাগত ঢালাই মেশিনের সাথে মিলেছে
অনুভূমিক ক্রমাগত ঢালাই মেশিনের সাথে মিলিত টুন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং সরঞ্জাম চিত্র 10-7 এ দেখানো হয়েছে।
স্টেইনলেস স্টিল প্ল্যান্টের উৎপাদন প্রক্রিয়া এখন ব্যাখ্যা করা হয়েছে।
চিত্র 10-7 অনুভূমিক অবিচ্ছিন্ন ঢালাই মেশিনের সাথে মিলিত টুন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং সরঞ্জাম
 সমস্ত ধরণের স্টেইনলেস স্টিল ব্যাচ করার পরে, সেগুলি ক্রেন সহ ফিডিং ট্যাঙ্ক থেকে তিনটি 5t ইন্ডাকশন চুল্লিতে লোড করা হয়। স্ক্র্যাপ স্টিল প্রয়োজনীয় তাপমাত্রায় (প্রায় 1650 ডিগ্রি সেলসিয়াস) গলে যাওয়ার পরে, ইন্ডাকশন ফার্নেসের গলিত ইস্পাতটি মইয়ের মধ্যে ঢেলে দেওয়া হয়, এবং তারপর ব্যবহার করা হয় ট্রাকটি গলিত ইস্পাতটিকে 8t AOD চুল্লিতে ঢেলে দেয়, যেখানে এটি ডিকারবুরাইজেশনের মধ্য দিয়ে যায়, স্ল্যাগিং, ডিফসফোরাইজেশন এবং সালফার অপসারণ, এবং খাদ কম্পোজিশনের সমন্বয় (প্রধানত Cr, Ni), এবং তারপরে গলিত ইস্পাত (কম্পোজিশন এবং তাপমাত্রা প্রয়োজনীয়তা পূরণ করে) গলিত ইস্পাতটি মইয়ের মধ্যে রাখুন এবং ঢালা করার জন্য ক্রেন ব্যবহার করুন 8t ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন গরম করার সরঞ্জামের মইয়ের মধ্যে গলিত ইস্পাত। তাপ সংরক্ষণের মাধ্যমে উত্তপ্ত করা স্টেইনলেস স্টিলের তরলটি একটি অনুভূমিক ক্রমাগত ঢালাই মেশিনের মাধ্যমে একটি বৃত্তাকার বারে টানা হয় এবং অবশেষে গঠন এবং শিয়ারিংয়ের মাধ্যমে শীতল বিছানায় ঠেলে দেওয়া হয়। .
সমস্ত ধরণের স্টেইনলেস স্টিল ব্যাচ করার পরে, সেগুলি ক্রেন সহ ফিডিং ট্যাঙ্ক থেকে তিনটি 5t ইন্ডাকশন চুল্লিতে লোড করা হয়। স্ক্র্যাপ স্টিল প্রয়োজনীয় তাপমাত্রায় (প্রায় 1650 ডিগ্রি সেলসিয়াস) গলে যাওয়ার পরে, ইন্ডাকশন ফার্নেসের গলিত ইস্পাতটি মইয়ের মধ্যে ঢেলে দেওয়া হয়, এবং তারপর ব্যবহার করা হয় ট্রাকটি গলিত ইস্পাতটিকে 8t AOD চুল্লিতে ঢেলে দেয়, যেখানে এটি ডিকারবুরাইজেশনের মধ্য দিয়ে যায়, স্ল্যাগিং, ডিফসফোরাইজেশন এবং সালফার অপসারণ, এবং খাদ কম্পোজিশনের সমন্বয় (প্রধানত Cr, Ni), এবং তারপরে গলিত ইস্পাত (কম্পোজিশন এবং তাপমাত্রা প্রয়োজনীয়তা পূরণ করে) গলিত ইস্পাতটি মইয়ের মধ্যে রাখুন এবং ঢালা করার জন্য ক্রেন ব্যবহার করুন 8t ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন গরম করার সরঞ্জামের মইয়ের মধ্যে গলিত ইস্পাত। তাপ সংরক্ষণের মাধ্যমে উত্তপ্ত করা স্টেইনলেস স্টিলের তরলটি একটি অনুভূমিক ক্রমাগত ঢালাই মেশিনের মাধ্যমে একটি বৃত্তাকার বারে টানা হয় এবং অবশেষে গঠন এবং শিয়ারিংয়ের মাধ্যমে শীতল বিছানায় ঠেলে দেওয়া হয়। .
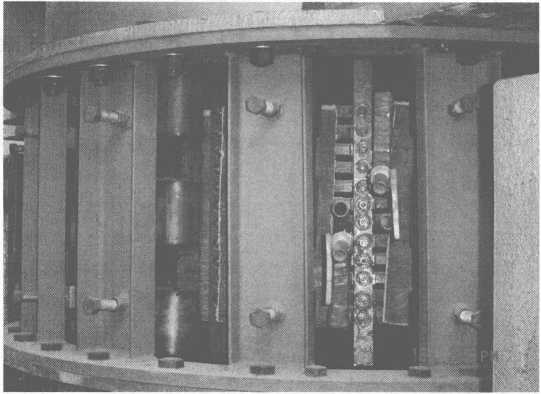
8t ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং ইকুইপমেন্ট ল্যাডেলের ভৌত বস্তুটি চিত্র 10-8 এ দেখানো হয়েছে।
8t এবং 14t টুন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং ইকুইপমেন্ট, টুন্ডিশ ইন্ডাকশন হিটিং ইকুইপমেন্ট কঠোরভাবে এবং সঠিকভাবে গলিত স্টিলের তাপমাত্রা নিয়ন্ত্রণ করতে পারে (ত্রুটির পরিসীমা শুধুমাত্র ±5~6℃), এইভাবে বিলেটের গুণমান নিশ্চিত করে। এছাড়াও, টুন্ডিশের তাপমাত্রা সামঞ্জস্যের সময়টিও যথাযথভাবে বাড়ানো যেতে পারে, ইন্ডাকশন হিটিং সরঞ্জামের ভাল প্রভাব দেখায়।
2. চাপ ক্রমাগত ঢালাই মেশিনের আনয়ন গরম করার সরঞ্জামের 2 টুন্ডিশ ডিভাইস
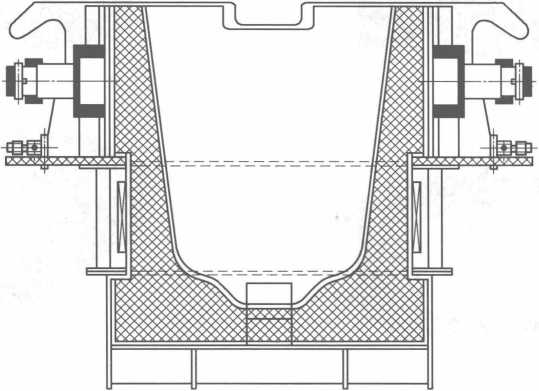
আর্ক ক্রমাগত ঢালাই মেশিনের ইন্ডাকশন হিটিং সরঞ্জামের টুন্ডিশ ডিভাইসটি চিত্র 10-9 এ দেখানো হয়েছে।
আর্ক বিলেট ক্রমাগত কাস্টার ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন হিটিং ইকুইপমেন্ট টুন্ডিশ গ্রহণ করার পরে, ট্যাপিং তাপমাত্রা কমানো যেতে পারে (উদাহরণস্বরূপ, এটি হতে পারে
চিত্র 10-9 আর্ক ক্রমাগত ঢালাই মেশিনের আনয়ন গরম করার সরঞ্জামের টুন্ডিশ ডিভাইস
1700°C থেকে 1650°C পর্যন্ত), এটি শুধুমাত্র স্টিল মেকিং ফার্নেস আস্তরণের (কনভার্টার, ইলেকট্রিক আর্ক ফার্নেস বা ইন্ডাকশন ফার্নেস) এর জীবনকে উন্নত করতে সাহায্য করে না, বরং ক্রমাগত ঢালাইয়ে গলিত ইস্পাতের তাপমাত্রাকে স্থিতিশীল করে এবং ক্রমাগত মানের গ্যারান্টি দেয়। ঢালাই billets.
উপরের ভূমিকার উপর ভিত্তি করে, এটি বিবেচনা করা যেতে পারে যে অবিচ্ছিন্ন ঢালাই টুন্ডিশ চৌম্বকীয় আবেশন গরম করার সরঞ্জাম একটি নতুন শক্তি-সাশ্রয়ী এবং পরিবেশ-বান্ধব প্রযুক্তি। এই ডিভাইসটি গ্রহণ করা ধাতুবিদ্যা উদ্যোগের জন্য একটি অপেক্ষাকৃত আদর্শ প্রযুক্তিগত রূপান্তর প্রকল্প, এবং এটি প্রচার এবং ব্যবহারের যোগ্য।
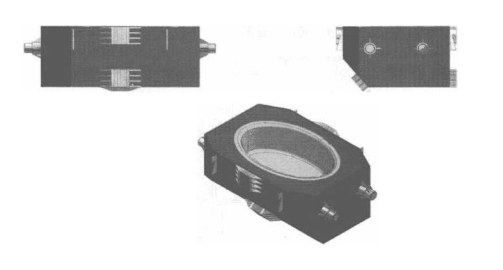
চিত্র 10-10 16t টুন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন গরম করার সরঞ্জাম দেখায়।
চিত্র 10-10 16t টুন্ডিশ ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন গরম করার সরঞ্জাম
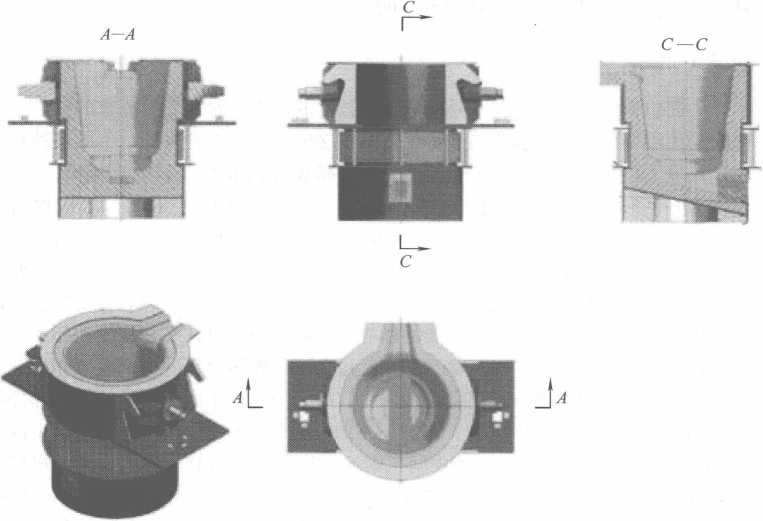
চিত্র 10-11 হল 14t ইন্ডাকশন হিটিং সরঞ্জামের টুন্ডিশের একটি পরিকল্পিত চিত্র।

চিত্র 10-11 14t ইন্ডাকশন হিটিং সরঞ্জামের টুন্ডিশের পরিকল্পিত চিত্র