- 30
- Oct
Echipament de încălzire prin inducție din oțel topit turnare continuă
Echipament de încălzire prin inducție din oțel topit turnare continuă
1 Prezentare generală
Tehnologia echipamentului de încălzire prin inducție din oțel topit Tundish este dezvoltată odată cu progresul tehnologiei de turnare continuă, îmbunătățirea cerințelor de calitate a oțelului, nevoia de economisire a energiei și reducerea consumului și potrivirea proceselor de rafinare externă și turnare continuă. Diferitele grade de oțel au cerințe diferite privind AT de supraîncălzire a oțelului topit. Pentru plăcile groase, pentru a reduce fisurile interne și centrul liber, AT ar trebui să fie scăzut (5~200T); pentru plăcile subțiri laminate la rece, suprafața trebuie să aibă o calitate bună. Mai mare (15~300℃). Cu toate acestea, supraîncălzirea oțelului topit trebuie să fie stabilizată într-un anumit interval pentru a minimiza fluctuațiile. Aceasta este o condiție necesară pentru a asigura desfășurarea fără probleme a producției de turnare continuă, pentru a preveni blocarea duzelor sau pentru a preveni accidentele cu scurgeri și pentru a asigura calitatea plăcilor turnate. Îmbunătățirea funcției de încălzire a tundishului face posibilă controlul stabil al supraîncălzirii oțelului topit. Temperatura oțelului topit al diferitelor oale fluctuează, ceea ce are un efect negativ asupra procesului de turnare continuă, iar încălzirea tundishului poate compensa într-o oarecare măsură. Cu toate acestea, trebuie subliniat că menținerea unei supraîncălziri stabile a oțelului topit depinde în principal de temperatura adecvată de atingere și de structura de reglare după atingere, iar încălzirea turnului poate juca doar un rol suplimentar. Cu toate acestea, încălzirea și controlul oțelului topit în tundish încă primește atenție din partea comunității metalurgice. Unele țări reprezentate de Japonia, Statele Unite ale Americii, Regatul Unit și Franța au efectuat succesiv cercetări privind tehnologia de încălzire a oțelului topit din tundish din anii 1970 până în anii 1980. Compania Kawasaki din Japonia a dezvoltat și a obținut pentru prima dată un brevet japonez încă din 1982. În prezent, tehnologia de încălzire a oțelului topit din tundish dezvoltată cu succes sau în curs de dezvoltare adoptă de obicei metoda de încălzire fizică. În metoda de încălzire fizică, energia electrică este utilizată ca sursă de căldură și convertită în funcție de energia electrică. Diferite mecanisme pot fi împărțite în: echipamente de încălzire prin inducție electromagnetică, încălzire cu plasmă, încălzire cu zgură și tehnologie de încălzire ceramică DC.
Echipamentul de încălzire prin inducție Tundish are următoarele caracteristici:
(1) Viteză mare de încălzire și eficiență ridicată a încălzirii electrice;
(2) Unele tipuri au, de asemenea, un anumit efect de agitare electromagnetică, care este propice pentru îndepărtarea incluziunilor;
(3) Temperatura procesului este ușor de controlat, iar cel mai important lucru este controlul mai precis al supraîncălzirii oțelului topit;
(4) Puterea de încălzire este limitată de adâncimea nivelului lichidului de turnare. Numai atunci când oțelul topit în tundish se acumulează la o anumită adâncime, încălzirea poate continua fără probleme.
Există mai multe tipuri de echipamente de încălzire prin inducție a tundishului:
(1) În funcție de tipul de inductor, acesta poate fi împărțit în echipamente de încălzire prin inducție fără miez și echipamente de încălzire prin inducție cu miez;
(2) În funcție de structura inductorului, acesta poate fi împărțit în tip de defect crescut și tip de tunel (canelură, șanț topit) echipamente de încălzire prin inducție;
(3) În funcție de partea de încălzire, aceasta poate fi împărțită în încălzire locală și încălzire generală.
2 Dispozitiv pentru echipament de încălzire prin inducție electromagnetică din oțel topit
2. 1 Echipament de încălzire prin inducție electromagnetică Tundish asortată cu mașină de turnare continuă orizontală
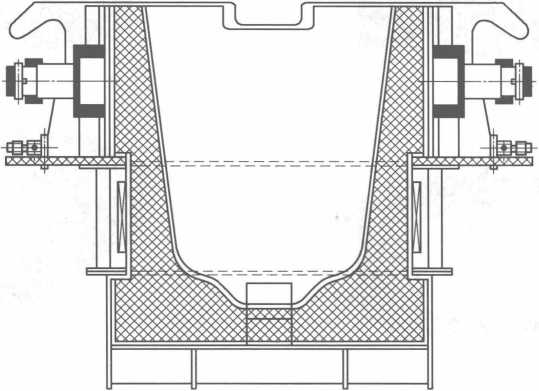
Echipamentul de încălzire prin inducție electromagnetică a tundiei, potrivit cu mașina de turnare continuă orizontală, este prezentat în Figura 10-7.
Procesul de producție al unei fabrici de oțel inoxidabil este acum explicat.
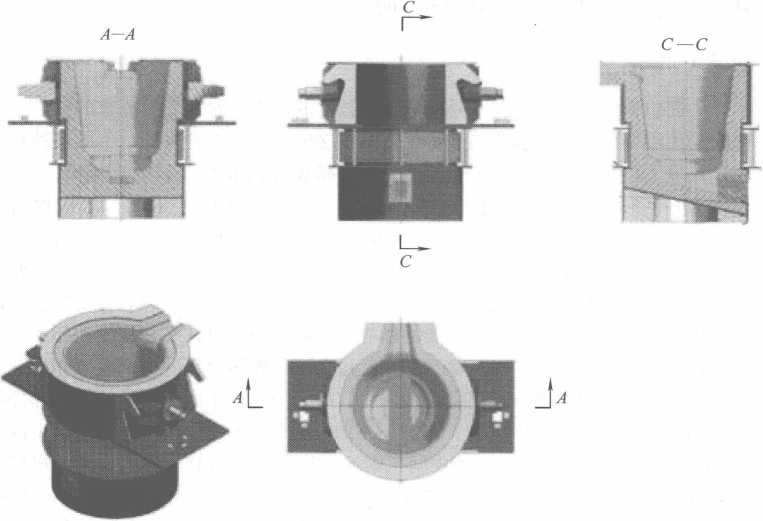
Figura 10-7 Echipament de încălzire prin inducție electromagnetică Tundish asortat cu o mașină de turnare continuă orizontală
 După ce toate tipurile de oțel inoxidabil sunt dotate, acestea sunt încărcate în trei cuptoare cu inducție de 5 t din rezervorul de alimentare cu macarale. După ce fierul de oțel este topit la temperatura necesară (aproximativ 1650°C), oțelul topit din cuptorul cu inducție este turnat în oală și apoi folosit Camionul toarnă oțelul topit în cuptorul AOD de 8t, unde este supus decarburării, zgură, defosforizare și îndepărtarea sulfului și ajustarea compoziției aliajului (în principal Cr, Ni), apoi oțelul topit (compoziția și temperatura respectă cerințele) Puneți oțelul topit în oală în oală și folosiți macaraua pentru a turna oțelul topit din oală în oalul echipamentului de încălzire prin inducție electromagnetică de 8t. Lichidul din oțel inoxidabil încălzit prin conservarea căldurii este tras și turnat într-o bară rotundă de o mașină de turnare continuă orizontală și în cele din urmă împins în patul de răcire prin formare și forfecare. .
După ce toate tipurile de oțel inoxidabil sunt dotate, acestea sunt încărcate în trei cuptoare cu inducție de 5 t din rezervorul de alimentare cu macarale. După ce fierul de oțel este topit la temperatura necesară (aproximativ 1650°C), oțelul topit din cuptorul cu inducție este turnat în oală și apoi folosit Camionul toarnă oțelul topit în cuptorul AOD de 8t, unde este supus decarburării, zgură, defosforizare și îndepărtarea sulfului și ajustarea compoziției aliajului (în principal Cr, Ni), apoi oțelul topit (compoziția și temperatura respectă cerințele) Puneți oțelul topit în oală în oală și folosiți macaraua pentru a turna oțelul topit din oală în oalul echipamentului de încălzire prin inducție electromagnetică de 8t. Lichidul din oțel inoxidabil încălzit prin conservarea căldurii este tras și turnat într-o bară rotundă de o mașină de turnare continuă orizontală și în cele din urmă împins în patul de răcire prin formare și forfecare. .
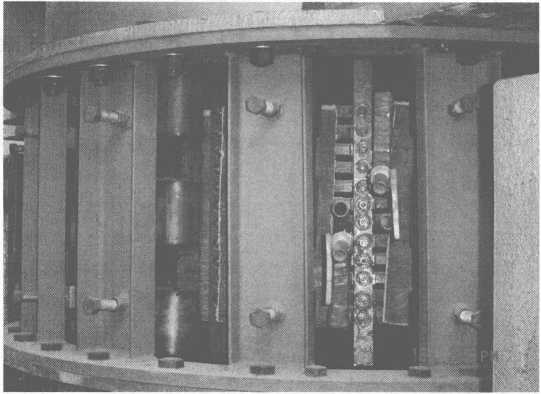
Obiectul fizic al oalului echipamentului de încălzire prin inducție electromagnetică 8t este prezentat în Figura 10-8.
Echipamentul de încălzire prin inducție electromagnetică a tundishului de 8t și 14t, echipamentul de încălzire prin inducție a tundishului poate controla strict și precis temperatura oțelului topit (intervalul de eroare este de numai ±5 ~ 6℃), asigurând astfel calitatea țaglei. În plus, timpul de reglare a temperaturii a tundishului poate fi, de asemenea, extins în mod corespunzător, arătând efectul bun al echipamentului de încălzire prin inducție.
2. 2 Dispozitiv Tundish al echipamentului de încălzire prin inducție a mașinii de turnare continuă cu arc
Dispozitivul de tundish al echipamentului de încălzire prin inducție al mașinii de turnare continuă cu arc este prezentat în Figura 10-9.
După ce roata continuă cu arc adoptă dispozitivul de încălzire prin inducție electromagnetică, temperatura de atingere poate fi scăzută (de exemplu, poate fi
Figura 10-9 Dispozitivul Tundish al echipamentului de încălzire prin inducție a mașinii de turnare continuă cu arc
De la 1700°C la 1650°C), acest lucru nu numai că ajută la îmbunătățirea duratei de viață a căptușelii cuptorului de fabricare a oțelului (convertor, cuptor cu arc electric sau cuptor cu inducție), dar și stabilizează temperatura oțelului topit în turnarea continuă și garantează calitatea cuptoarelor continue. turnarea taglelor.
Pe baza introducerii de mai sus, se poate considera că echipamentul de încălzire cu inducție magnetică a tundishului de turnare continuă este o nouă tehnologie economisitoare de energie și ecologică. Adoptarea acestui dispozitiv este un proiect de transformare tehnologic relativ ideal pentru întreprinderile metalurgice și merită promovat și utilizat.
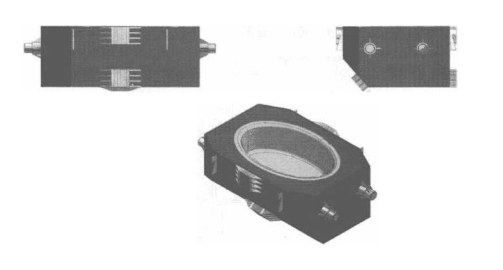
Figura 10-10 prezintă echipamentul de încălzire prin inducție electromagnetică a unui tundish de 16 t.
Figura 10-10 Echipament de încălzire prin inducție electromagnetică a tundish 16t
Figura 10-11 este o diagramă schematică a unui dispozitiv de încălzire cu inducție de 14 t.

Figura 10-11 Schema schematică a tundishului echipamentului de încălzire prin inducție de 14t