- 30
- Oct
Ang patuloy na paghahagis ng tundish molten steel induction heating equipment
Ang patuloy na paghahagis ng tundish molten steel induction heating equipment
1 Pangkalahatang-ideya
Ang Tundish molten steel induction heating equipment na teknolohiya ay binuo sa pag-unlad ng tuluy-tuloy na teknolohiya ng paghahagis, ang pagpapabuti ng mga kinakailangan sa kalidad ng bakal, ang pangangailangan para sa pagtitipid ng enerhiya at pagbabawas ng pagkonsumo, at ang pagtutugma ng panlabas na pagpino at tuluy-tuloy na mga proseso ng paghahagis. Ang iba’t ibang grado ng bakal ay may iba’t ibang mga kinakailangan sa AT ng molten steel superheat. Para sa makapal na mga plato, upang mabawasan ang mga panloob na bitak at maluwag na sentro, ang AT ay dapat na mababa (5~200T); para sa mga cold-rolled thin plates, ang ibabaw ay kinakailangang magkaroon ng magandang kalidad. Mas mataas (15~300℃). Gayunpaman, ang molten steel superheat ay dapat na patatagin sa loob ng isang tiyak na hanay upang mabawasan ang mga pagbabago. Ito ay isang kinakailangang kondisyon upang matiyak ang maayos na pag-usad ng tuluy-tuloy na produksyon ng casting, maiwasan ang pagbara ng nozzle o maiwasan ang mga aksidente sa pagtulo, at matiyak ang kalidad ng mga cast slab. Ang pagpapahusay ng pag-andar ng pag-init ng tundish ay ginagawang posible na kontrolin ang sobrang init ng tinunaw na bakal nang matatag. Ang temperatura ng tinunaw na bakal ng iba’t ibang sandok ay nagbabago-bago, na may masamang epekto sa patuloy na proseso ng paghahagis, at ang pag-init ng tundish ay maaaring mabayaran ito sa ilang mga lawak. Gayunpaman, dapat itong ituro na ang pagpapanatili ng isang matatag na molten steel superheat ay higit sa lahat ay nakasalalay sa wastong tapping temperature at ang pagsasaayos ng istraktura pagkatapos ng pag-tap, at ang tundish heating ay maaari lamang gumanap ng isang pandagdag na papel. Gayunpaman, ang pag-init at kontrol ng tinunaw na bakal sa tundish ay natatanggap pa rin ng pansin mula sa metalurhikong komunidad. Ang ilang mga bansa na kinakatawan ng Japan, United States, United Kingdom, at France ay sunud-sunod na nagsagawa ng pananaliksik sa tundish molten steel heating technology mula 1970s hanggang 1980s. Ang Kawasaki Company ng Japan ay unang nakabuo at nakakuha ng Japanese patent noong 1982. Sa kasalukuyan, ang tundish molten steel heating technology na matagumpay na binuo o nasa ilalim ng pag-unlad ay karaniwang gumagamit ng physical heating method. Sa pisikal na paraan ng pag-init, ang enerhiyang kuryente ay ginagamit bilang pinagmumulan ng init at na-convert ayon sa enerhiyang kuryente. Ang iba’t ibang mga mekanismo ay maaaring nahahati sa: electromagnetic induction heating equipment, plasma heating, electroslag heating at DC ceramic heating technology.
Ang Tundish induction heating equipment ay may mga sumusunod na katangian:
(1) Mabilis na bilis ng pag-init at mataas na kahusayan sa pag-init ng kuryente;
(2) Ang ilang mga uri ay mayroon ding isang tiyak na electromagnetic stirring effect, na nakakatulong sa pag-alis ng mga inklusyon;
(3) Ang temperatura ng proseso ay madaling kontrolin, at ang pinakamahalagang bagay ay ang mas tumpak na kontrolin ang sobrang init ng tinunaw na bakal;
(4) Ang lakas ng pag-init ay nalilimitahan ng lalim ng tundish liquid level. Lamang kapag ang tinunaw na bakal sa tundish ay naipon sa isang tiyak na lalim, ang pag-init ay maaaring magpatuloy nang maayos.
Mayroong ilang mga uri ng tundish induction heating equipment:
(1) Ayon sa uri ng inductor, maaari itong nahahati sa coreless induction heating equipment at core induction heating equipment;
(2) Ayon sa istraktura ng inductor, maaari itong nahahati sa tumaas na uri ng fault at uri ng tunnel (uka, molten trench) induction heating equipment;
(3) Ayon sa bahagi ng pag-init, maaari itong nahahati sa lokal na pagpainit at pangkalahatang pag-init.
2 Patuloy na paghahagis tundish tunaw na bakal electromagnetic induction heating equipment device
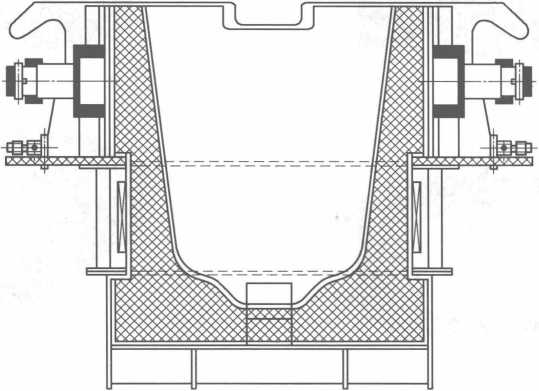
2. 1 Tundish electromagnetic induction heating equipment na tumugma sa pahalang na tuluy-tuloy na casting machine
Ang tundish electromagnetic induction heating equipment na tumugma sa horizontal continuous casting machine ay ipinapakita sa Figure 10-7.
Ipinaliwanag na ngayon ang proseso ng produksyon ng isang planta ng hindi kinakalawang na asero.
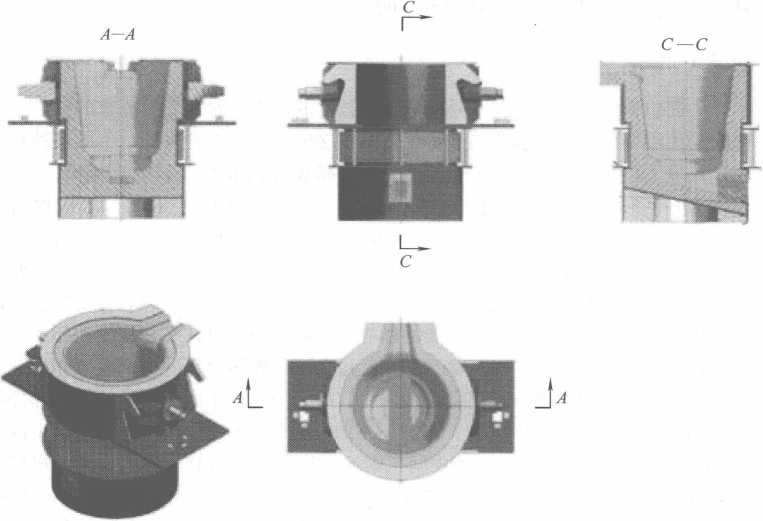
Figure 10-7 Tundish electromagnetic induction heating equipment na tumugma sa pahalang na tuluy-tuloy na casting machine
 Matapos ma-batch ang lahat ng uri ng hindi kinakalawang na asero, ilalagay ang mga ito sa tatlong 5t induction furnace mula sa feeding tank na may mga crane. Matapos matunaw ang scrap steel sa kinakailangang temperatura (mga 1650°C), ang tinunaw na bakal sa induction furnace ay ibinubuhos sa sandok, at pagkatapos ay ginamit Ang trak ay nagbubuhos ng tinunaw na bakal sa 8t AOD furnace, kung saan ito sumasailalim sa decarburization, slagging, dephosphorization at sulfur removal, at pagsasaayos ng komposisyon ng haluang metal (pangunahin ang Cr, Ni), at pagkatapos ay ang tinunaw na bakal (ang komposisyon at temperatura ay nakakatugon sa mga kinakailangan) Ilagay ang tinunaw na bakal sa sandok sa sandok at gamitin ang kreyn para ibuhos ang tinunaw na bakal sa ladle papunta sa ladle ng 8t electromagnetic induction heating equipment. Ang hindi kinakalawang na asero na likido na pinainit sa pamamagitan ng pag-iingat ng init ay iginuhit at inihagis sa isang bilog na bar ng isang pahalang na tuluy-tuloy na casting machine at sa wakas ay itinulak sa cooling bed sa pamamagitan ng pagbuo at paggugupit. .
Matapos ma-batch ang lahat ng uri ng hindi kinakalawang na asero, ilalagay ang mga ito sa tatlong 5t induction furnace mula sa feeding tank na may mga crane. Matapos matunaw ang scrap steel sa kinakailangang temperatura (mga 1650°C), ang tinunaw na bakal sa induction furnace ay ibinubuhos sa sandok, at pagkatapos ay ginamit Ang trak ay nagbubuhos ng tinunaw na bakal sa 8t AOD furnace, kung saan ito sumasailalim sa decarburization, slagging, dephosphorization at sulfur removal, at pagsasaayos ng komposisyon ng haluang metal (pangunahin ang Cr, Ni), at pagkatapos ay ang tinunaw na bakal (ang komposisyon at temperatura ay nakakatugon sa mga kinakailangan) Ilagay ang tinunaw na bakal sa sandok sa sandok at gamitin ang kreyn para ibuhos ang tinunaw na bakal sa ladle papunta sa ladle ng 8t electromagnetic induction heating equipment. Ang hindi kinakalawang na asero na likido na pinainit sa pamamagitan ng pag-iingat ng init ay iginuhit at inihagis sa isang bilog na bar ng isang pahalang na tuluy-tuloy na casting machine at sa wakas ay itinulak sa cooling bed sa pamamagitan ng pagbuo at paggugupit. .
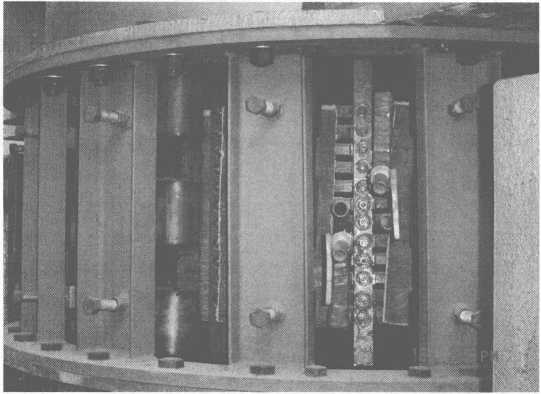
Ang pisikal na bagay ng 8t electromagnetic induction heating equipment ladle ay ipinapakita sa Figure 10-8.
8t at 14t tundish electromagnetic induction heating equipment, ang tundish induction heating equipment ay maaaring mahigpit at tumpak na kontrolin ang temperatura ng tinunaw na bakal (ang saklaw ng error ay ±5~6℃ lamang), kaya tinitiyak ang kalidad ng billet. Bilang karagdagan, ang oras ng pagsasaayos ng temperatura ng tundish ay maaari ding angkop na pahabain, na nagpapakita ng magandang epekto ng induction heating equipment.
2. 2 Tundish device ng induction heating equipment ng arc continuous casting machine
Ang tundish device ng induction heating equipment ng arc continuous casting machine ay ipinapakita sa Figure 10-9.
Matapos gamitin ng arc billet na tuluy-tuloy na caster ang electromagnetic induction heating equipment tundish, ang tapping temperature ay maaaring ibaba (halimbawa, maaari itong
Figure 10-9 Tundish device ng induction heating equipment ng arc continuous casting machine
Mula 1700°C hanggang 1650°C), hindi lamang ito nakakatulong upang mapabuti ang buhay ng steelmaking furnace lining (converter, electric arc furnace o induction furnace), ngunit pinapatatag din nito ang temperatura ng molten steel sa tuluy-tuloy na paghahagis at ginagarantiyahan ang kalidad ng tuluy-tuloy paghahagis ng mga billet.
Batay sa pagpapakilala sa itaas, maaari itong isaalang-alang na ang tuluy-tuloy na paghahagis ng tundish magnetic induction heating equipment ay isang bagong enerhiya-nagse-save at kapaligiran-friendly na teknolohiya. Ang pag-aampon ng device na ito ay medyo mainam na teknolohikal na proyekto ng pagbabagong-anyo para sa mga metalurhiko na negosyo, at ito ay karapat-dapat sa promosyon at paggamit.
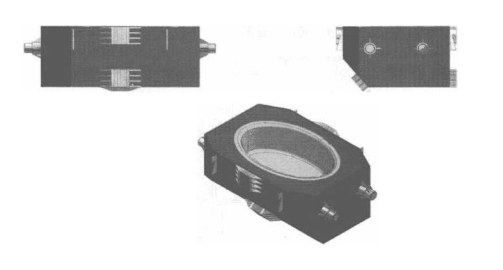
Ipinapakita ng Figure 10-10 ang 16t tundish electromagnetic induction heating equipment.
Figure 10-10 16t tundish electromagnetic induction heating equipment
Ang Figure 10-11 ay isang schematic diagram ng tundish ng 14t induction heating equipment.

Figure 10-11 Schematic diagram ng tundish ng 14t induction heating equipment