- 30
- Oct
Устаткування для індукційного нагрівання розплавленої сталі в ковше безперервного лиття
Устаткування для індукційного нагрівання розплавленої сталі в ковше безперервного лиття
Огляд 1
Технологія обладнання для індукційного нагрівання розплавленої сталі Tundish розробляється з прогресом технології безперервного лиття, покращенням вимог до якості сталі, необхідністю енергозбереження та зниження споживання, а також узгодженням процесів зовнішнього очищення та безперервного лиття. Різні марки сталі мають різні вимоги до АТ перегріву розплавленої сталі. Для товстих плит, щоб зменшити внутрішні тріщини та нещільність центру, AT має бути низьким (5~200T); для холоднокатаних тонких плит необхідна якість поверхні. Вищий (15~300℃). Однак перегрів розплавленої сталі необхідно стабілізувати в певному діапазоні, щоб мінімізувати коливання. Це є необхідною умовою для забезпечення плавного ходу виробництва безперервного лиття, запобігання закупорці сопла або запобігання витокам, а також забезпечення якості литих плит. Поліпшення функції нагріву ковша дає можливість стабільно контролювати перегрів розплавленої сталі. Температура розплавленої сталі різних ковшів коливається, що негативно позначається на процесі безперервного розливання, і нагрівання ковша може певною мірою це компенсувати. Однак слід зазначити, що підтримка стабільного перегріву розплавленої сталі в основному залежить від належної температури розрізання та структури регулювання після випуску, а нагрів ковша може відігравати лише додаткову роль. Тим не менш, нагрівання та контроль розплавленої сталі в ковші все ще привертає увагу металургійної спільноти. Деякі країни, представлені Японією, Сполученими Штатами, Великобританією та Францією, послідовно проводили дослідження технології нагріву розплавленої сталі в промішникові з 1970-х до 1980-х років. Японська компанія Kawasaki вперше розробила та отримала японський патент ще в 1982 році. В даний час успішно розроблена або розробляється технологія нагрівання розплавленої сталі в промішникові зазвичай використовує фізичний метод нагрівання. При фізичному методі нагрівання електрична енергія використовується як джерело тепла і перетворюється відповідно до електричної енергії. Різні механізми можна розділити на: електромагнітне індукційне нагрівальне обладнання, плазмовий нагрів, електрошлаковий нагрів і технологію керамічного нагрівання постійного струму.
Обладнання індукційного нагрівання промивника має такі характеристики:
(1) Швидка швидкість нагріву та висока ефективність електричного нагріву;
(2) Деякі типи також мають певний ефект електромагнітного перемішування, що сприяє видаленню включень;
(3) Температуру процесу легко контролювати, і найголовніше – це більш точно контролювати перегрів розплавленої сталі;
(4) Потужність обігріву обмежується глибиною рівня рідини в ковші. Тільки коли розплавлена сталь в ковші накопичується на певну глибину, нагрівання може проходити плавно.
Існує кілька типів індукційного нагрівального обладнання:
(1) За типом індуктора його можна розділити на безсердечне індукційне нагрівальне обладнання та індукційне нагрівальне обладнання з сердечником;
(2) За структурою індуктора його можна розділити на індукційне нагрівальне обладнання з підвищеним несправністю та тунельним типом (паз, розплавлена траншея);
(3) За опалювальною частиною його можна розділити на місцеве опалення та загальне опалення.
2 Пристрій електромагнітного індукційного нагрівання розплавленої сталі ковша безперервного лиття
2. 1 електромагнітне індукційне нагрівальне обладнання для промівника в поєднанні з горизонтальною машиною безперервного лиття
Обладнання електромагнітного індукційного нагрівання ковша, поєднане з горизонтальною машиною безперервного лиття, показано на малюнку 10-7.
Тепер пояснюється виробничий процес заводу з виробництва нержавіючої сталі.
Малюнок 10-7 Обладнання електромагнітного індукційного нагрівання промівника в поєднанні з горизонтальною машиною безперервного лиття
 Після дозування всіх видів нержавіючої сталі їх завантажують у три індукційні печі по 5 т з живильної ємності за допомогою кранів. Після того як сталевий брухт розплавиться до необхідної температури (близько 1650°C), розплавлена сталь в індукційній печі заливається в ківш, а потім використовується. шлакування, дефосфоризація та видалення сірки, а також регулювання складу сплаву (в основному Cr, Ni), а потім розплавленої сталі (склад і температура відповідають вимогам) Помістіть розплавлену сталь з ковша в ковш і використовуйте кран для переливання розплавлену сталь в ковші в ківш 8т електромагнітного індукційного нагрівального обладнання. Рідина з нержавіючої сталі, нагріта шляхом збереження тепла, витягується і відливається в круглий брусок за допомогою машини безперервного лиття горизонтального типу і, нарешті, виштовхується в шар охолодження шляхом формування та зрізування. .
Після дозування всіх видів нержавіючої сталі їх завантажують у три індукційні печі по 5 т з живильної ємності за допомогою кранів. Після того як сталевий брухт розплавиться до необхідної температури (близько 1650°C), розплавлена сталь в індукційній печі заливається в ківш, а потім використовується. шлакування, дефосфоризація та видалення сірки, а також регулювання складу сплаву (в основному Cr, Ni), а потім розплавленої сталі (склад і температура відповідають вимогам) Помістіть розплавлену сталь з ковша в ковш і використовуйте кран для переливання розплавлену сталь в ковші в ківш 8т електромагнітного індукційного нагрівального обладнання. Рідина з нержавіючої сталі, нагріта шляхом збереження тепла, витягується і відливається в круглий брусок за допомогою машини безперервного лиття горизонтального типу і, нарешті, виштовхується в шар охолодження шляхом формування та зрізування. .
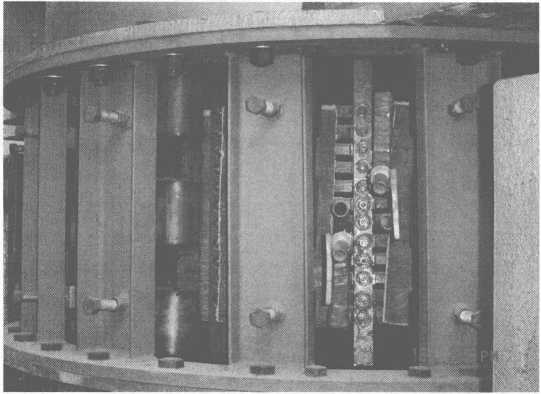
Фізичний об’єкт ковша електромагнітного індукційного нагрівального обладнання 8t показаний на рисунку 10-8.
Електромагнітне індукційне нагрівальне обладнання 8t і 14t, обладнання для індукційного нагрівання може суворо і точно контролювати температуру розплавленої сталі (діапазон похибок становить лише ±5~6℃), забезпечуючи таким чином якість заготовки. Крім того, час регулювання температури ковша також може бути належним чином продовжено, показуючи хороший ефект обладнання для індукційного нагрівання.
2. 2 Пристрій промивки індукційного нагрівального обладнання дугової машини безперервного лиття
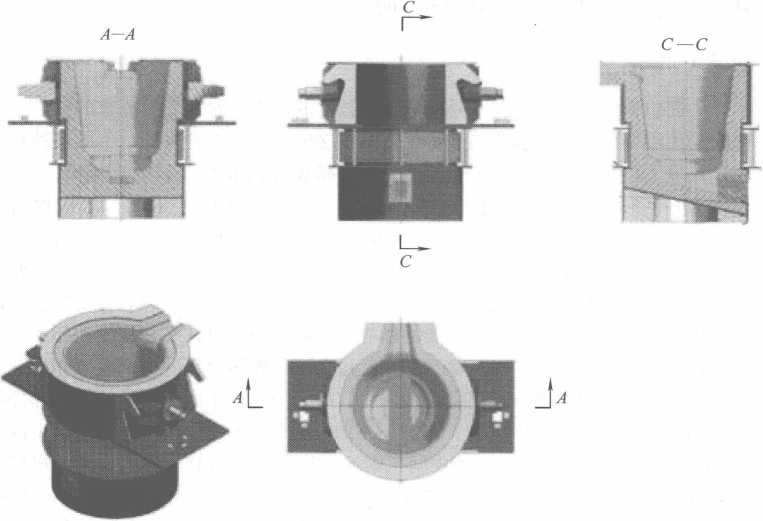
Пристрій розливного ковша обладнання індукційного нагрівання дугової машини безперервного лиття показано на рисунку 10-9.
Після того, як дугова заготовка безперервного розливу використовує електромагнітне індукційне нагрівальне обладнання, температуру розливу можна знизити (наприклад,
Рисунок 10-9 Пристрій промивки обладнання індукційного нагрівання дугової машини безперервного лиття
Від 1700°C до 1650°C це не тільки сприяє збільшенню терміну служби футеровки сталеплавильної печі (конвертер, електродугова або індукційна піч), але також стабілізує температуру розплавленої сталі при безперервному розливці та гарантує якість безперервної розливки. лиття заготовок.
Виходячи з вищенаведеного вступу, можна вважати, що магнітно-індукційне нагрівальне обладнання безперервного розливу є новою енергозберігаючою та екологічно чистою технологією. Прийняття цього пристрою є відносно ідеальним проектом технологічної трансформації для металургійних підприємств, гідним популяризації та використання.
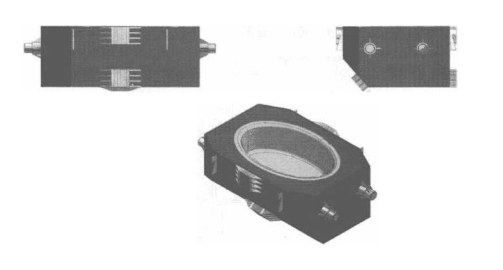
На малюнку 10-10 показано електромагнітне індукційне нагрівальне обладнання 16-тонного ковша.
Рисунок 10-10 Обладнання електромагнітного індукційного нагрівання 16-тонного ковша
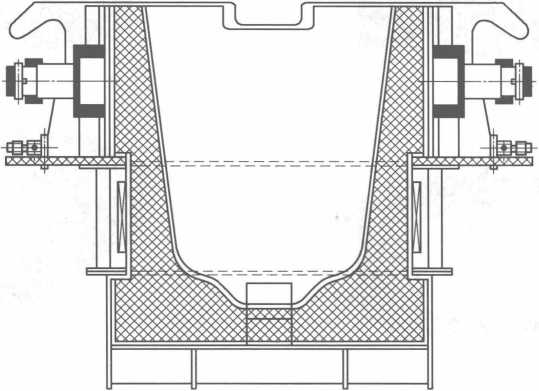
На малюнку 10-11 представлена принципова схема ковша індукційного нагрівального обладнання 14т.

Малюнок 10-11 Принципова схема ковша індукційного нагрівального обладнання 14т