
- 05
- Sep
Način odabira sistema automatskog upravljanja za okruglu čeličnu indukcijsku peć za grijanje
Način odabira sistema automatskog upravljanja za okruglu čeličnu indukcijsku peć za grijanje
1. Sastav opreme sistema za automatsko upravljanje:
a. Jedan set LCD ekrana industrijskog kvaliteta
b. Skup softvera za konfiguraciju industrijskog upravljanja (MCGS sistem)
c. Jedan set programabilnog kontrolera (SIEMENS SIMATIC S7-200)
d. Jedan jednobojni infracrveni termometar (Raytek, SAD)
e. 1 set fotoelektričnih prekidača i prekidača (Japan OMRON)
f. Upravljački ormar (uključujući pogonsku opremu s promjenjivim frekvencijama), radna konzola itd.
2. Funkcija automatskog sistema upravljanja:
a. Stabilna i pouzdana kontrola isključivanja temperature, prikupljanje, snimanje i pohrana podataka kontroliranih procesom u stvarnom vremenu i odgovarajuće funkcije pretraživanja, upita i ispisa klasifikacije.
b. Detekcija efekta kontrole procesa u stvarnom vremenu; u procesu rada opreme, analiza u realnom vremenu i praćenje stanja praćenja dijagnostičke opreme, izazivanje različitih nenormalnih situacija u kineskim slovima i zvučni i svjetlosni alarmi.
c. Zgodna i brza pretvorba načina rada (samo prebacite prekidač „automatski“ i „ručni“ na konzoli za prebacivanje između njih. U stanju rada automatskog upravljanja može i ručno sudjelovati u napajanju ili radnoj brzini. Podešavanje. (Sistem podataka o prilagođavanju za ručno učešće bit će snimljen u stvarnom vremenu)
d. U skladu s potrebama, može implementirati funkciju provjere autentičnosti postavljanja lozinke za operatora, funkciju upravljanja upitom za proizvodne zapise i ovlaštenje za ispis.
e. Jasno i prijateljsko sučelje za rad, sve vrste operacija su jasne na prvi pogled, nema potrebe zapamtiti dosadna operativna pravila i propise za početak.
3. Operativno sučelje sistema za automatsko upravljanje:
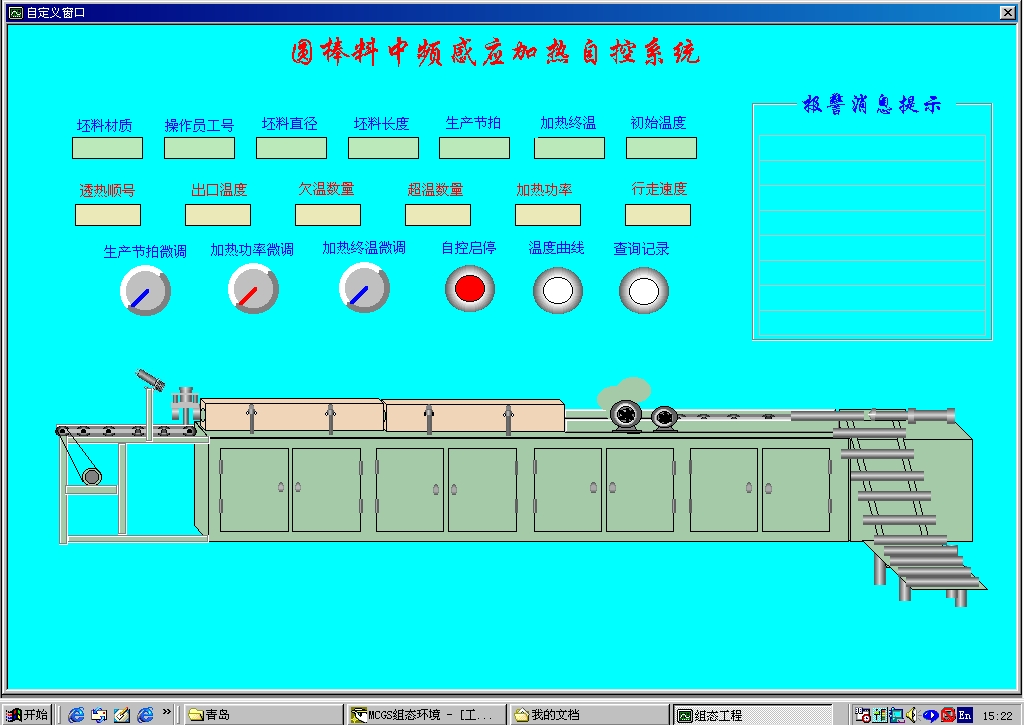
a. Glavni upravljački interfejs: kao što je prikazano na gornjoj slici. U ovom sučelju unos podataka o proizvodnji može se upravljati kroz stupac za unos parametara u gornjem lijevom dijelu, a glavni podaci proizvodnog procesa prikazani su u sljedećem retku ove kolone operacije. Tijekom proizvodnog procesa možete koristiti i tri gumba za fino podešavanje ispod ovog odjeljka za fino podešavanje takta proizvodnje, snage napajanja srednje frekvencije i zadane izlazne temperature za bolji učinak grijanja.
Gornji desni dio ovog sučelja je prikaz kineskih znakova i upit za greške koje se javljaju tokom rada opreme. Kada je oprema neispravna, odgovarajuća lampica upozorenja za opremu će treperiti.
Dva bijela elektronska dugmeta postavljena u ovom interfejsu su operativni tasteri za prelazak na interfejs „temperaturne krive“ i interfejs „upit podataka“. Ako želite izaći iz trčanja, samo kliknite gumb “Izađi iz rada” u donjem desnom kutu da izađete iz stanja rada automatske kontrole.
b. Sučelje prikaza krivulje temperature: U ovom sučelju prikazuje se mjerna krivulja infracrvenog termometra za svaki vrući materijal.
c. Interfejs za prikupljanje podataka:
U ovom sučelju možete kontrolirati prikupljaju li se proizvodni podaci ili ne, a postavljanje uloge ovog sučelja izuzetno je prikladno za otkrivanje podataka i ispravljanje pogrešaka tijekom rada opreme.
d. Sučelje za snimanje proizvodnih podataka: Ovo sučelje je zapis podataka o proizvodnom procesu u stvarnom vremenu. U interfejs za upite podataka možete ući putem dugmeta za upit u donjem desnom uglu ovog interfejsa.
e. Interfejs upita za podatke
Interfejs upita za podatke je prikazan na gornjoj slici. U ovom sučelju klasifikacija je privremeno podijeljena na četiri vrste metoda upita. Ako trebate dodati druge kategorije, možete ih jednostavno postaviti. Kada radite na ovom sučelju, možete pregledavati ili ispisivati nakon unosa kategorije upita i opsega.
f. Lista za štampanje podataka