
- 05
- Sep
Metode pamilihan sistem kontrol otomatis pikeun tungku pemanasan induksi baja buleud
Metode pamilihan sistem kontrol otomatis pikeun tungku pemanasan induksi baja buleud
1. Komposisi alat tina sistem kontrol otomatis:
a. Hiji set layar LCD kelas industri
b. Sakumpulan perangkat lunak konfigurasi kontrol industri (sistem MCGS)
c. Hiji sét controller anu tiasa diprogram (SIEMENS SIMATIC S7-200)
d. Hiji thermometer inframerah monokromatik (Raytek, AS)
e. 1 sét saklar fotoéléktrik sareng caket (Jepang OMRON)
f. Kabinet kontrol (kalebet variabel peralatan drive frekuensi), konsol operasi, jst.
2. Fungsi sistem kontrol otomatis:
a. Kontrol shut-off suhu anu stabil sareng dipercaya, kumpulan nyata waktos, ngarékam, sareng neundeun data anu dikawasa prosés, sareng pangambilan klasifikasi, pamundut, sareng fungsi percetakan.
b. Deteksi waktos-nyata pangaruh kontrol prosés; dina prosés operasi parangkat, analisis sacara real-time sareng ngawaskeun status tindak lanjut alat diagnostik, nyababkeun sababaraha kaayaan teu normal dina karakter Cina, sareng alarm sora sareng lampu.
c. Konversi modeu operasi anu merenah sareng gancang (ngan saklar switch “otomatis” sareng “manual” dina konsol pikeun ngalih antara dua. Sareng dina kaayaan operasi kontrol otomatis, éta ogé tiasa sacara manual ilubiung dina catu daya atanapi kecepatan operasi. Penyesuaian. (Sistem data pangaturan pikeun partisipasi manual bakal dirékam sacara real waktos)
d. Numutkeun kabutuhan, éta tiasa nerapkeun fungsi oténtikasi netepkeun kecap akses pikeun operator, fungsi manajemén pamundut rékaman produksi, sareng otoritas percetakan.
e. Antarmuka operasi anu jelas sareng ramah, sagala jinis operasi jelas ku teu katingali, teu kedah émut aturan operasi anu pikasieuneun pikeun ngamimitian.
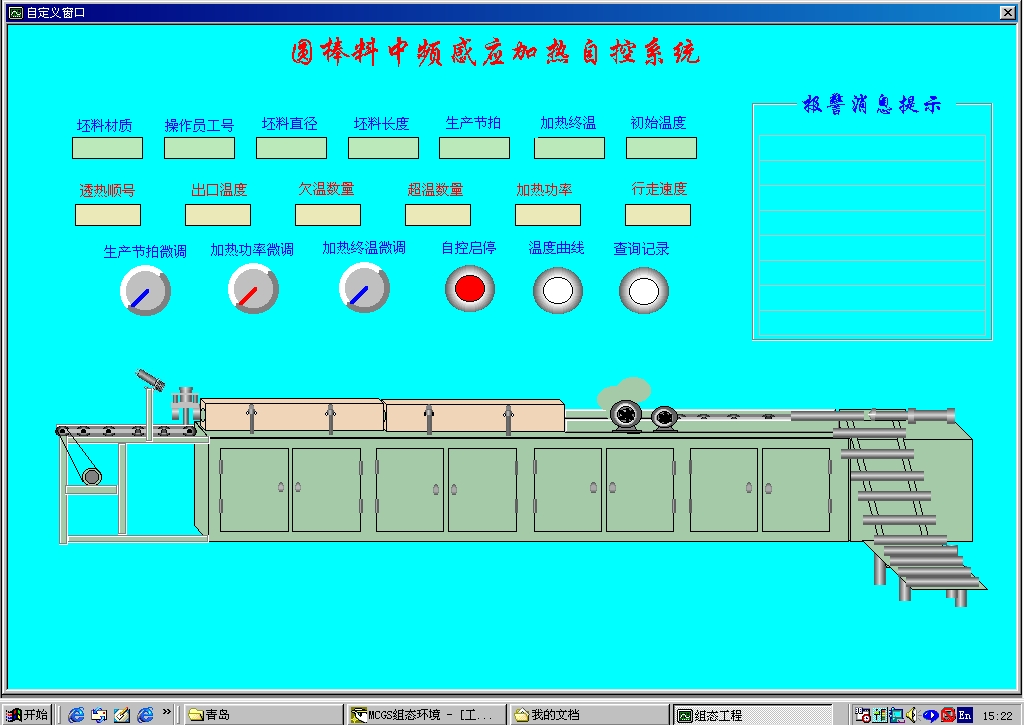
3. Antarmuka operasi sistem kontrol otomatis:
a. Panganteur kontrol utama: sapertos anu dipidangkeun dina gambar di luhur. Dina panganteur ieu, input data produksi tiasa dioperasikeun ngalangkungan kolom input parameter di beulah kénca luhur, sareng data utama prosés produksi ditampilkeun dina garis salajengna kolom operasi ieu. Salami prosés produksi, anjeun ogé tiasa nganggo tilu tombol pangaturan denda di handapeun bagian ieu pikeun nyaluyukeun ketukan produksi, kakuatan catu daya frekuénsi panengah, sareng suhu set set pikeun kéngingkeun pangaruh pemanasan anu langkung saé.
Belah katuhu luhur panganteur ieu nyaéta tampilan karakter Cina sareng gancang pikeun kasalahan anu lumangsung nalika operasi alat-alatna. Nalika alatna henteu normal, lampu peringatan alat anu cocog bakal hurung.
Dua tombol éléktronik bodas disetél dina panganteur ieu nyaéta tombol operasi pikeun muka antar muka “suhu kurva” sareng antarbeungeut “query data”. Upami anjeun hoyong kaluar ngajalankeun, cukup klik tombol “Exit running” di juru katuhu handap pikeun kaluar tina kaayaan jalan kontrol otomatis.
b. Antarmuka tampilan kurva suhu: Dina panganteur ieu, kurva pangukuran tina thermometer infra red pikeun tiap-tiap bahan panas ditampilkeun.
c. Antarbeungeut pendataan:
Dina panganteur ieu, anjeun tiasa ngendalikeun naha data produksi dikumpulkeun atanapi henteu, sareng netepkeun peran panganteur ieu merenah pisan pikeun deteksi data sareng debugging nalika ngoperasikeun alat-alatna.
d. Antarbeungeut rékaman data produksi: Antarbeungeut ieu mangrupikeun rékor data real-time tina prosés produksi. Anjeun tiasa ngalebetkeun antarbewara pamundut data ngalangkungan tombol pamundut di sudut katuhu handap interface ieu.
e. Antarbeungeut pamundut data
Antarbeungeut pamundut data sapertos anu dipidangkeun dina gambar di luhur. Dina panganteur ieu, klasifikasi samentawis dibagi kana opat jinis metode pamundut. Upami anjeun kedah nambihan katégori anu sanés, anjeun ogé tiasa nyetél kalayan gampang. Nalika ngoperasikeun panganteur ieu, anjeun tiasa ngotéktak atanapi nyetak saatos ngalebetkeun kategori pamundut sareng wengkuan.
f. Daptar percetakan data