
- 05
- Sep
Yuvarlak çelik indüksiyonlu ısıtma fırını için otomatik kontrol sisteminin seçim yöntemi
Yuvarlak çelik indüksiyonlu ısıtma fırını için otomatik kontrol sisteminin seçim yöntemi
1. Otomatik kontrol sisteminin ekipman bileşimi:
a. Bir set endüstriyel sınıf LCD ekran
B. Bir dizi endüstriyel kontrol konfigürasyon yazılımı (MCGS sistemi)
C. Bir set programlanabilir kontrolör (SIEMENS SIMATIC S7-200)
NS. Bir monokromatik kızılötesi termometre (Raytek, ABD)
e. 1 set fotoelektrik ve yakınlık anahtarı (Japan OMRON)
F. Kontrol kabini (değişken frekanslı sürücü ekipmanı dahil), çalıştırma konsolu vb.
2. Otomatik kontrol sisteminin işlevi:
a. Kararlı ve güvenilir sıcaklık kapatma kontrolü, süreç kontrollü verilerin gerçek zamanlı toplanması, kaydedilmesi ve depolanması ve ilgili sınıflandırma alma, sorgulama ve yazdırma işlevleri.
B. Proses kontrol etkisinin gerçek zamanlı tespiti; ekipman çalışması sürecinde, teşhis ekipmanının takip durumunun gerçek zamanlı analizi ve izlenmesi, Çince karakterlerde çeşitli anormal durumların istenmesi ve sesli ve ışıklı alarmlar.
C. Kullanışlı ve hızlı çalışma modu dönüşümü (ikisi arasında geçiş yapmak için konsoldaki “otomatik” ve “manuel” anahtarı değiştirin. Otomatik kontrol çalışma durumunda, güç kaynağına veya çalışma hızına manuel olarak da katılabilir. Ayarlama. (Manuel katılım için ayar veri sistemi gerçek zamanlı olarak kaydedilecektir)
NS. İhtiyaçlara göre, operatör için şifre belirleme kimlik doğrulama işlevini, üretim kaydı sorgusunun yönetim işlevini ve baskı otoritesini uygulayabilir.
e. Açık ve kullanıcı dostu çalışma arayüzü, her türlü işlem bir bakışta açıktır, başlamak için sıkıcı çalışma kurallarını ve düzenlemelerini ezberlemeye gerek yoktur.
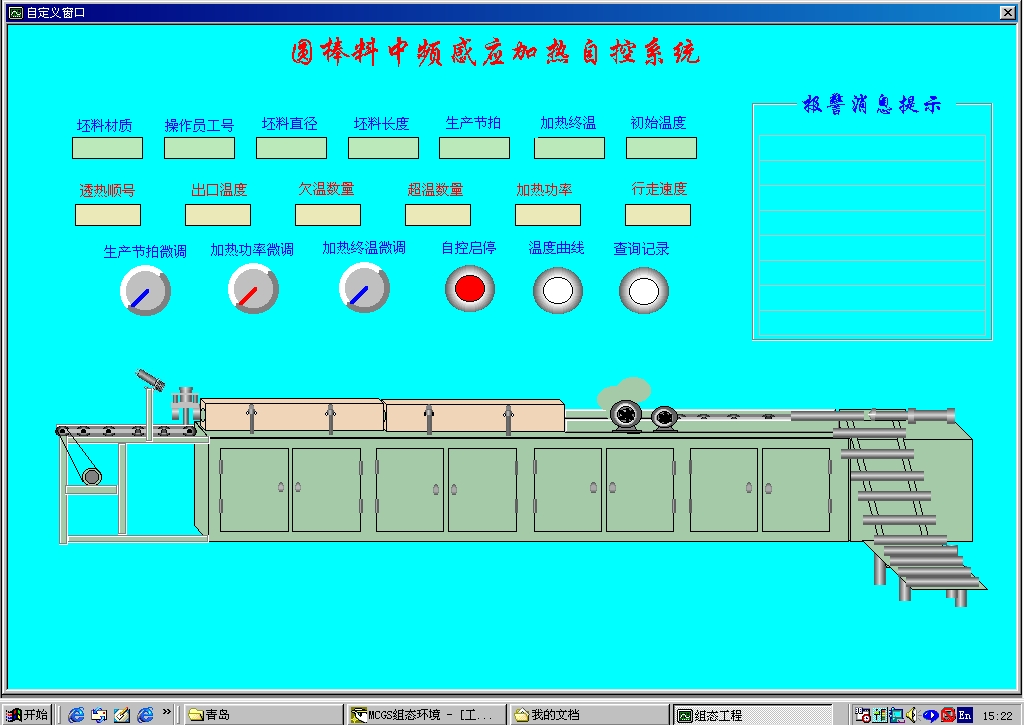
3. Otomatik kontrol sisteminin çalışma arayüzü:
a. Ana kontrol arayüzü: yukarıdaki şekilde gösterildiği gibi. Bu arayüzde, üretim verilerinin girişi, sol üst kısımdaki parametre giriş sütunu aracılığıyla çalıştırılabilir ve üretim sürecinin ana verileri, bu işlem sütununun bir sonraki satırında görüntülenir. Üretim süreci sırasında, daha iyi bir ısıtma etkisi elde etmek için üretim ritmine, ara frekans güç kaynağının gücüne ve ayarlı çıkış sıcaklığına ince ayar yapmak için bu bölümün altındaki üç ince ayar düğmesini de kullanabilirsiniz.
Bu arayüzün sağ üst kısmı, Çince karakter ekranı ve ekipmanın çalışması sırasında meydana gelen arızalar için bilgi istemidir. Ekipman anormal olduğunda, ilgili ekipman uyarı ışığı yanıp sönecektir.
Bu arayüzde ayarlanan iki beyaz elektronik düğme, “sıcaklık eğrisi” arayüzüne ve “veri sorgulama” arayüzüne gitmek için işlem düğmeleridir. Koşmaktan çıkmak istiyorsanız, otomatik kontrollü çalışma durumundan çıkmak için sağ alt köşedeki “Çalışmadan çık” düğmesine tıklamanız yeterlidir.
B. Sıcaklık eğrisi görüntüleme arayüzü: Bu arayüzde, her bir sıcak malzeme için kızılötesi termometrenin ölçüm eğrisi görüntülenir.
C. Veri toplama arayüzü:
Bu arayüzde, üretim verilerinin toplanıp toplanmadığını kontrol edebilirsiniz ve bu arayüzün rolünü ayarlamak, ekipmanın çalışması sırasında veri algılama ve hata ayıklama için son derece uygundur.
NS. Üretim veri kayıt arayüzü: Bu arayüz, üretim sürecinin gerçek zamanlı veri kaydıdır. Bu arayüzün sağ alt köşesinde bulunan sorgu butonundan veri sorgulama arayüzüne girebilirsiniz.
e. Veri sorgulama arayüzü
Veri sorgulama arayüzü yukarıdaki şekilde gösterildiği gibidir. Bu arayüzde, sınıflandırma geçici olarak dört tür sorgulama yöntemine bölünmüştür. Başka kategoriler eklemeniz gerekiyorsa, kolayca ayarlayabilirsiniz. Bu arayüz üzerinde işlem yaparken sorgu kategorisi ve kapsamını girdikten sonra göz atabilir veya çıktı alabilirsiniz.
F. Veri yazdırma listesi