
- 05
- Sep
Udvælgelsesmetode for automatisk kontrolsystem til rund stålinduktionsvarmeovn
Udvælgelsesmetode for automatisk kontrolsystem til rund stålinduktionsvarmeovn
1. Udstyrssammensætningen af det automatiske kontrolsystem:
en. Et sæt LCD-skærme i industriel kvalitet
b. Et sæt industriel kontrolkonfigurationssoftware (MCGS -system)
c. Et sæt programmerbar controller (SIEMENS SIMATIC S7-200)
d. Et monokromatisk infrarødt termometer (Raytek, USA)
e. 1 sæt fotoelektriske og nærhedsafbrydere (Japan OMRON)
f. Kontrolskab (inklusive udstyr til variabel frekvens), betjeningskonsol osv.
2. Funktionen af det automatiske kontrolsystem:
en. Stabil og pålidelig temperaturafbrydelsesregulering, indsamling, registrering og lagring af processtyrede data i realtid og tilsvarende klassifikationshentnings-, forespørgsels- og udskrivningsfunktioner.
b. Realtidsdetektering af processtyringseffekt; i processen med drift af udstyr, analyse i realtid og overvågning af opfølgningsstatus for diagnostisk udstyr, der fremkalder forskellige unormale situationer i kinesiske tegn og lyd- og lysalarmer.
c. Praktisk og hurtig driftstilstandskonvertering (bare skift kontakten “automatisk” og “manuel” på konsollen for at skifte mellem de to. Og i tilstanden automatisk betjening kan den også manuelt deltage i strømforsyningen eller driftshastigheden. Justering. (Justeringsdatasystemet for manuel deltagelse registreres i realtid)
d. I henhold til behovene kan den implementere godkendelsesfunktionen til at indstille adgangskoden til operatøren, produktionspostforespørgslens administrationsfunktion og udskrivningsmyndigheden.
e. Klar og venlig betjeningsgrænseflade, alle former for operationer er klare på et øjeblik, ingen grund til at huske kedelige driftsregler og forskrifter for at komme i gang.
3. Betjeningsgrænsefladen for det automatiske kontrolsystem:
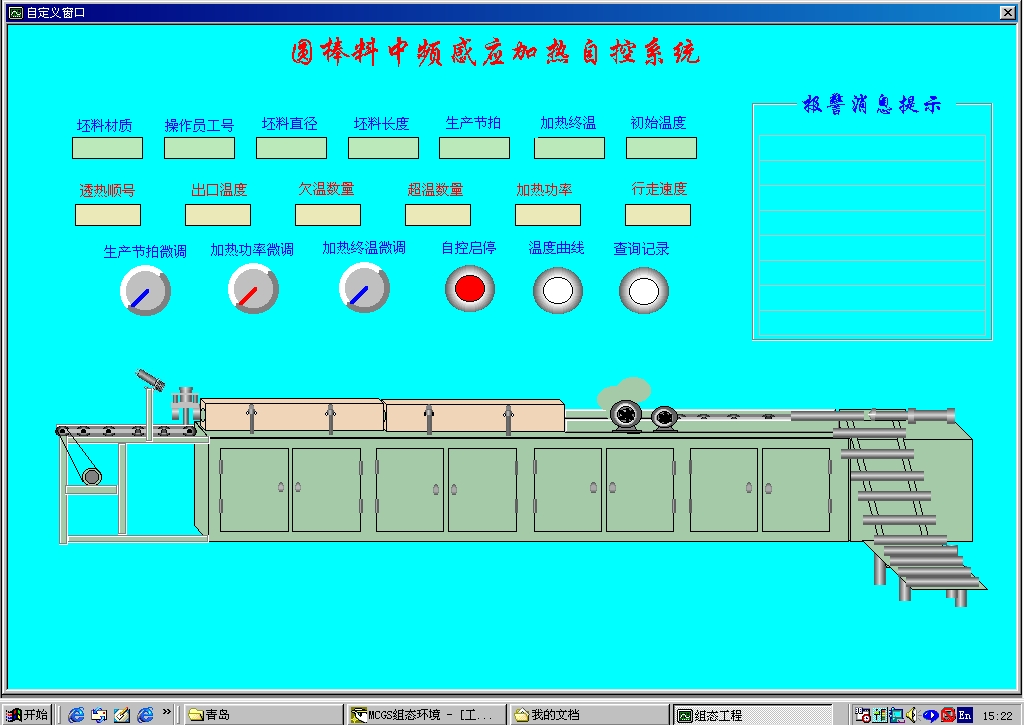
en. Hovedkontrolinterface: som vist i figuren ovenfor. I denne grænseflade kan input af produktionsdata betjenes via parameterinputkolonnen i øverste venstre del, og hoveddataene i produktionsprocessen vises i den næste linje i denne operationskolonne. Under produktionsprocessen kan du også bruge de tre finjusteringsknapper under dette afsnit til at finjustere produktionshastigheden, strømmen til mellemfrekvensstrømforsyningen og den indstillede afgangstemperatur for at få en bedre varmeeffekt.
Den øverste højre del af denne grænseflade er den kinesiske tegnvisning og prompt for de fejl, der opstår under driften af udstyret. Når udstyret er unormalt, blinker den tilsvarende advarselslampe for udstyr.
De to hvide elektroniske knapper, der er indstillet i denne grænseflade, er betjeningsknapperne for at gå til “temperaturkurve” -interfacet og “dataforespørgsel” -interfacet. Hvis du vil afslutte at køre, skal du blot klikke på knappen “Afslut kørsel” i nederste højre hjørne for at afslutte tilstanden for automatisk kontrol.
b. Temperaturkurve visningsgrænseflade: I denne grænseflade vises målekurven for det infrarøde termometer for hvert varmt materiale.
c. Dataindsamlingsgrænseflade:
I denne grænseflade kan du kontrollere, om produktionsdata indsamles eller ej, og indstilling af denne grænseflades rolle er ekstremt praktisk til datadetektering og fejlfinding under drift af udstyret.
d. Produktionsdata optagelse grænseflade: Denne grænseflade er real-time data registrering af produktionsprocessen. Du kan indtaste dataforespørgselsgrænsefladen via forespørgselsknappen i nederste højre hjørne af denne grænseflade.
e. Dataforespørgsel -grænseflade
Dataforespørgselsgrænsefladen er som vist i figuren ovenfor. I denne grænseflade er klassificeringen midlertidigt opdelt i fire typer forespørgselsmetoder. Hvis du har brug for at tilføje andre kategorier, kan du også nemt angive det. Når du arbejder på denne grænseflade, kan du gennemse eller udskrive efter at have indtastet forespørgselskategorien og omfanget.
f. Datatryk liste