
- 05
- Sep
Phương pháp lựa chọn hệ thống điều khiển tự động cho lò nung cảm ứng thép tròn
Phương pháp lựa chọn hệ thống điều khiển tự động cho lò nung cảm ứng thép tròn
1. Thành phần thiết bị của hệ thống điều khiển tự động:
Một. Một bộ màn hình LCD cấp công nghiệp
NS. Một bộ phần mềm cấu hình điều khiển công nghiệp (hệ thống MCGS)
NS. Một bộ điều khiển lập trình (SIEMENS SIMATIC S7-200)
NS. Một nhiệt kế hồng ngoại đơn sắc (Raytek, Mỹ)
e. 1 bộ công tắc quang điện và tiệm cận (OMRON Nhật Bản)
NS. Tủ điều khiển (bao gồm thiết bị biến tần), bàn điều khiển vận hành, v.v.
2. Chức năng của hệ thống điều khiển tự động:
Một. Kiểm soát ngắt nhiệt độ ổn định và đáng tin cậy, thu thập, ghi và lưu trữ dữ liệu được kiểm soát theo quy trình trong thời gian thực, và các chức năng truy xuất, truy vấn và in phân loại tương ứng.
NS. Thời gian thực phát hiện hiệu ứng kiểm soát quá trình; Trong quá trình vận hành thiết bị, phân tích theo thời gian thực và theo dõi tình trạng tiếp theo của thiết bị chẩn đoán, đưa ra các tình huống bất thường khác nhau bằng ký tự Trung Quốc và cảnh báo bằng âm thanh và ánh sáng.
NS. Chuyển đổi chế độ vận hành thuận tiện và nhanh chóng (chỉ cần chuyển công tắc “tự động” và “thủ công” trên bảng điều khiển để chuyển đổi giữa hai chế độ này. Và ở trạng thái vận hành điều khiển tự động, nó cũng có thể tự tham gia vào nguồn điện hoặc tốc độ vận hành. Điều chỉnh. (Hệ thống dữ liệu điều chỉnh cho sự tham gia thủ công sẽ được ghi lại trong thời gian thực)
NS. Theo nhu cầu, nó có thể thực hiện chức năng xác thực đặt mật khẩu cho người vận hành, chức năng quản lý truy vấn hồ sơ sản xuất và cơ quan in ấn.
e. Giao diện hoạt động rõ ràng và thân thiện, tất cả các loại hoạt động rõ ràng trong nháy mắt, không cần phải ghi nhớ các quy tắc và quy định vận hành tẻ nhạt để bắt đầu.
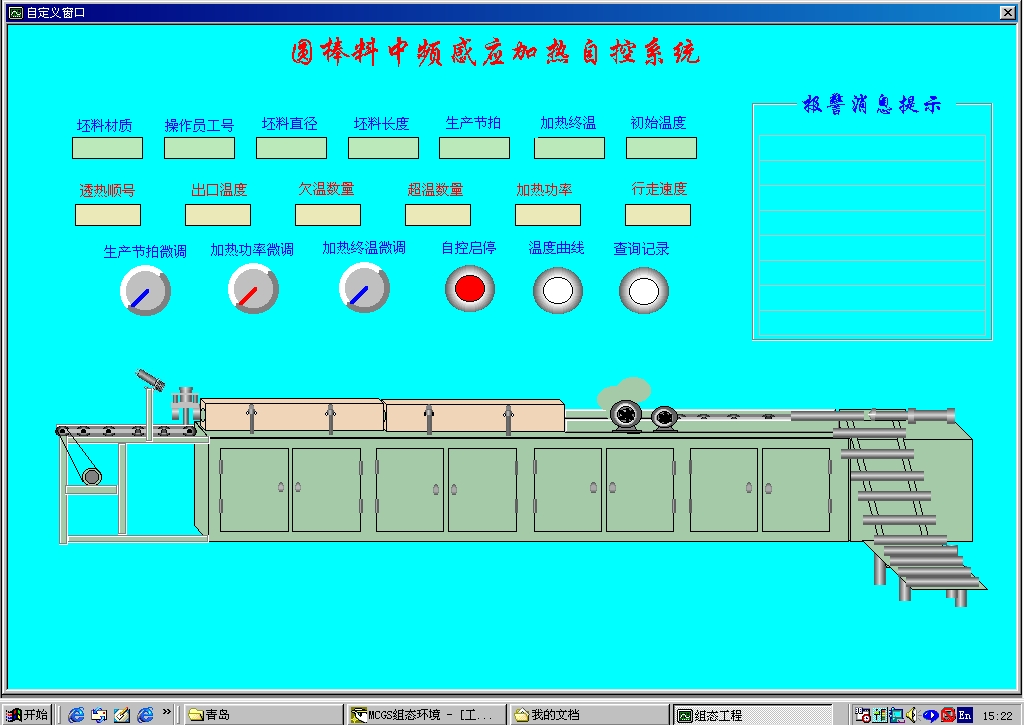
3. Giao diện hoạt động của hệ thống điều khiển tự động:
Một. Giao diện điều khiển chính: như hình trên. Trong giao diện này, việc nhập dữ liệu sản xuất có thể được vận hành thông qua cột nhập thông số ở phần trên bên trái và dữ liệu chính của quá trình sản xuất được hiển thị trong dòng tiếp theo của cột hoạt động này. Trong quá trình sản xuất, bạn cũng có thể sử dụng ba nút tinh chỉnh bên dưới phần này để tinh chỉnh nhịp sản xuất, công suất của nguồn điện tần số trung gian và nhiệt độ đầu ra đã đặt để có hiệu quả sưởi ấm tốt hơn.
Phần trên bên phải của giao diện này là màn hình hiển thị ký tự tiếng Trung và nhắc nhở các lỗi xảy ra trong quá trình vận hành thiết bị. Khi thiết bị hoạt động không bình thường, đèn cảnh báo thiết bị tương ứng sẽ nhấp nháy.
Hai nút điện tử màu trắng được đặt trong giao diện này là các nút hoạt động để chuyển đến giao diện “đường cong nhiệt độ” và giao diện “truy vấn dữ liệu”. Nếu bạn muốn thoát khỏi chế độ chạy, chỉ cần nhấp vào nút “Thoát đang chạy” ở góc dưới bên phải để thoát khỏi trạng thái chạy điều khiển tự động.
NS. Giao diện hiển thị đường cong nhiệt độ: Trong giao diện này, đường cong đo của nhiệt kế hồng ngoại cho từng vật liệu nóng được hiển thị.
NS. Giao diện thu thập dữ liệu:
Trong giao diện này, bạn có thể kiểm soát việc dữ liệu sản xuất có được thu thập hay không và việc thiết lập vai trò của giao diện này cực kỳ thuận tiện cho việc dò tìm và gỡ lỗi dữ liệu trong quá trình vận hành thiết bị.
NS. Giao diện ghi dữ liệu sản xuất: Giao diện này là giao diện ghi dữ liệu thời gian thực của quá trình sản xuất. Bạn có thể vào giao diện truy vấn dữ liệu thông qua nút truy vấn ở góc dưới bên phải của giao diện này.
e. Giao diện truy vấn dữ liệu
Giao diện truy vấn dữ liệu như trong hình trên. Trong giao diện này, phân loại tạm thời được chia thành bốn loại phương thức truy vấn. Nếu bạn cần thêm các danh mục khác, bạn cũng có thể đặt nó một cách dễ dàng. Khi thao tác trên giao diện này, bạn có thể duyệt hoặc in sau khi nhập danh mục và phạm vi truy vấn.
NS. Danh sách in dữ liệu