
- 05
- Sep
Urvalsmetod för automatiskt styrsystem för rund stålinduktionsvärmeugn
Urvalsmetod för automatiskt styrsystem för rund stålinduktionsvärmeugn
1. Det automatiska styrsystemets utrustningssammansättning:
a. En uppsättning industriell LCD-skärm
b. En uppsättning konfigurationsprogramvara för industriell kontroll (MCGS -system)
c. En uppsättning programmerbar styrenhet (SIEMENS SIMATIC S7-200)
d. En monokromatisk infraröd termometer (Raytek, USA)
e. 1 uppsättning fotoelektriska omkopplare (Japan OMRON)
f. Manöverskåp (inklusive utrustning med variabel frekvens), manöverkonsol etc.
2. Det automatiska styrsystemets funktion:
a. Stabil och pålitlig temperaturavstängningskontroll, realtidssamling, registrering och lagring av processstyrda data och motsvarande klassificeringshämtnings-, förfrågnings- och utskriftsfunktioner.
b. Realtidsdetektering av processkontrolleffekt; i processen för utrustningsdrift, analys i realtid och övervakning av uppföljningsstatus för diagnostisk utrustning, föranleda olika onormala situationer i kinesiska tecken, och ljud- och larmlarm.
c. Bekväm och snabb driftskonvertering (växla bara “automatisk” och “manuell” omkopplare på konsolen för att växla mellan de två. Och i läget för automatisk styrning kan den också delta manuellt i strömförsörjningen eller driftshastigheten. Justering. (Justeringsdatasystemet för manuellt deltagande kommer att registreras i realtid)
d. Enligt behoven kan den implementera autentiseringsfunktionen för att ställa in lösenordet för operatören, hanteringsfunktionen för produktionspostfrågan och utskriftsmyndigheten.
e. Tydligt och vänligt användargränssnitt, alla typer av operationer är tydliga vid ett ögonblick, du behöver inte komma ihåg tråkiga regler och regler för att komma igång.
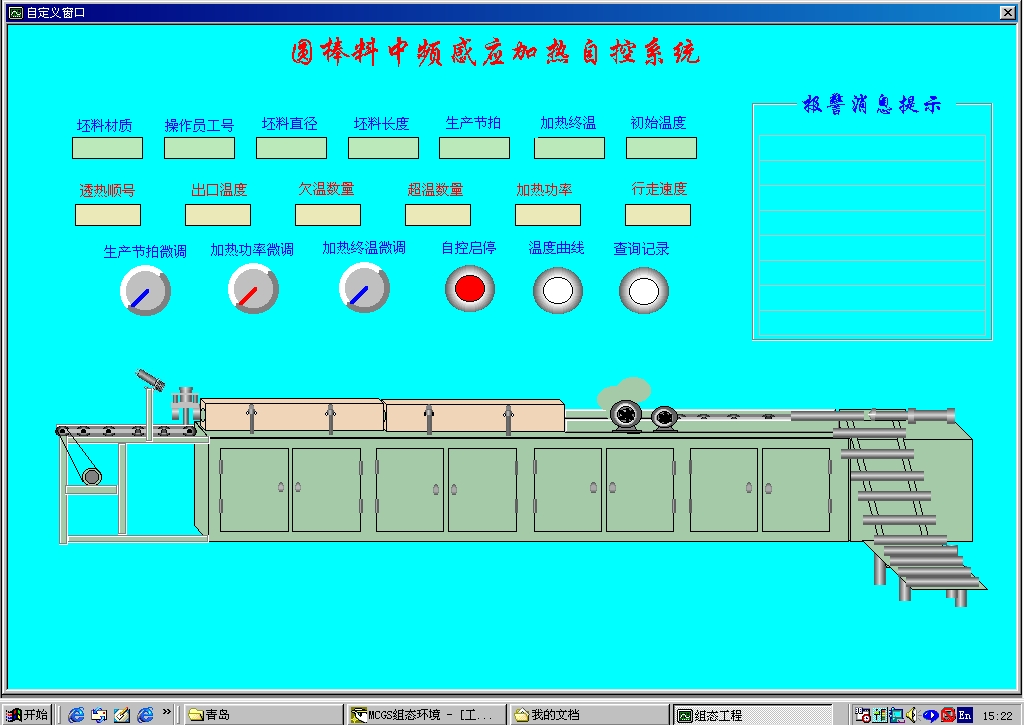
3. Operationsgränssnittet för det automatiska styrsystemet:
a. Huvudkontrollgränssnitt: enligt bilden ovan. I detta gränssnitt kan inmatningen av produktionsdata styras via parameterinmatningskolumnen i den övre vänstra delen, och huvuddata för produktionsprocessen visas på nästa rad i denna operationskolumn. Under produktionsprocessen kan du också använda de tre finjusteringsknapparna under det här avsnittet för att finjustera produktionshastigheten, kraften hos mellanfrekvensströmförsörjningen och den inställda utloppstemperaturen för att få en bättre värmeeffekt.
Den övre högra delen av detta gränssnitt är den kinesiska teckenfönstret och fråga om de fel som uppstår under driften av utrustningen. När utrustningen är onormal blinkar motsvarande utrustningslampa.
De två vita elektroniska knapparna i detta gränssnitt är manöverknapparna för att gå till gränssnittet “temperaturkurva” och “dataförfrågan” -gränssnittet. Om du vill avsluta körningen klickar du bara på knappen “Avsluta körning” i det nedre högra hörnet för att lämna det automatiska driftläget.
b. Temperaturkurva visningsgränssnitt: I detta gränssnitt visas mätkurvan för den infraröda termometern för varje hett material.
c. Datainsamlingsgränssnitt:
I det här gränssnittet kan du styra om produktionsdata samlas in eller inte, och inställningen av gränssnittets roll är extremt bekvämt för datadetektering och felsökning under drift av utrustningen.
d. Produktionsdatainspelningsgränssnitt: Detta gränssnitt är produktionsprocessens realtidsdatapost. Du kan ange dataförfrågningsgränssnittet via frågeknappen i det nedre högra hörnet av detta gränssnitt.
e. Gränssnitt för datafrågor
Dataförfrågningsgränssnittet är som visas i figuren ovan. I detta gränssnitt är klassificeringen tillfälligt uppdelad i fyra typer av frågemetoder. Om du behöver lägga till andra kategorier kan du också ställa in det enkelt. När du använder det här gränssnittet kan du bläddra eller skriva ut efter att du har angett frågekategorin och omfattningen.
f. Datautskriftslista