
- 05
- Sep
Selection method of automatic control system for round steel induction heating furnace
Selection method of automatic control system for round steel induction heating furnace
1. The equipment composition of the automatic control system:
a. One set of industrial-grade LCD screen
b. A set of industrial control configuration software (MCGS system)
c. One set of programmable controller (SIEMENS SIMATIC S7-200)
d. One monochromatic infrared thermometer (Raytek, USA)
e. 1 set of photoelectric and proximity switches (Japan OMRON)
f. Control cabinet (including variable frequency drive equipment), operation console, etc.
2. The function of the automatic control system:
a. Stable and reliable temperature shut-off control, real-time collection, recording, and storage of process-controlled data, and corresponding classification retrieval, query, and printing functions.
b. Real-time detection of process control effect; in the process of equipment operation, real-time analysis and monitoring of the follow-up status of the diagnostic equipment, prompting of various abnormal situations in Chinese characters, and sound and light alarms.
c. Convenient and quick operation mode conversion (just switch the “automatic” and “manual” switch on the console to switch between the two. And in the automatic control operation state, it can also manually participate in the power supply or operating speed. Adjustment. (The adjustment data system for manual participation will be recorded in real time)
d. According to the needs, it can implement the authentication function of setting the password for the operator, the management function of the production record query, and the printing authority.
e. Clear and friendly operation interface, all kinds of operations are clear at a glance, no need to memorize tedious operating rules and regulations to get started.
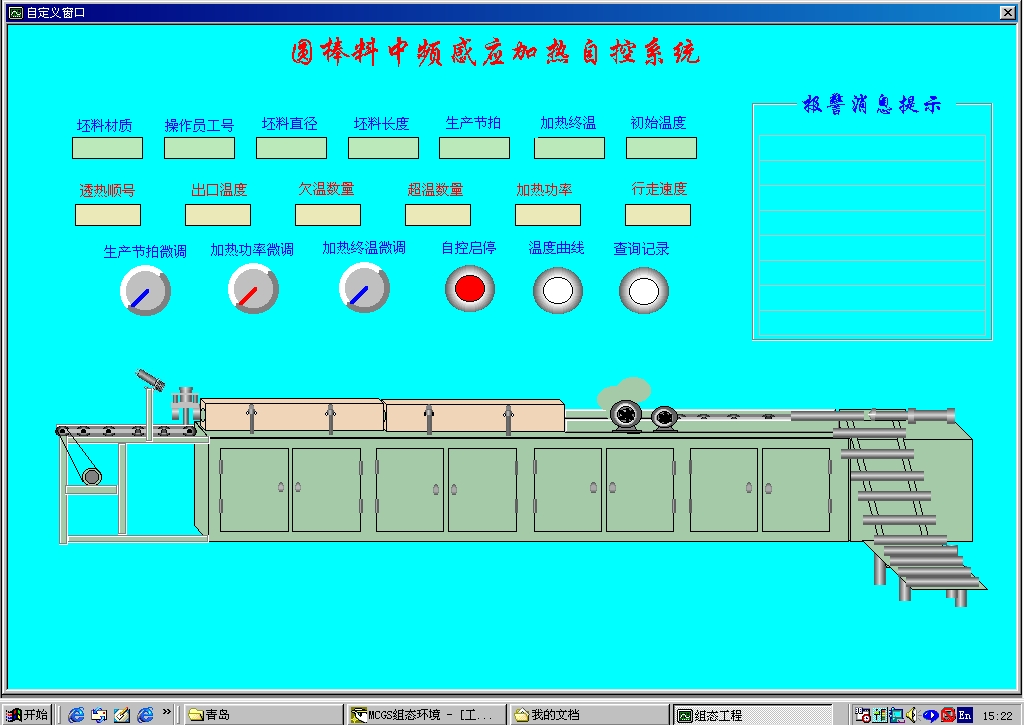
3. The operation interface of the automatic control system:
a. Main control interface: as shown in the figure above. In this interface, the input of production data can be operated through the parameter input column in the upper left part, and the main data of the production process is displayed in the next line of this operation column. During the production process, you can also use the three fine-tuning knobs below this section to fine-tune the production beat, the power of the intermediate frequency power supply, and the set outlet temperature to get a better heating effect.
The upper right part of this interface is the Chinese character display and prompt for the faults that occur during the operation of the equipment. When the equipment is abnormal, the corresponding equipment warning light will flash.
The two white electronic buttons set in this interface are the operation buttons to go to the “temperature curve” interface and the “data query” interface. If you want to exit running, just click the “Exit running” button in the lower right corner to exit the automatic control running state.
b. Temperature curve display interface: In this interface, the measurement curve of the infrared thermometer for each hot material is displayed.
c. Data collection interface:
In this interface, you can control whether the production data is collected or not, and setting the role of this interface is extremely convenient for data detection and debugging during the operation of the equipment.
d. Production data recording interface: This interface is the real-time data record of the production process. You can enter the data query interface through the query button in the lower right corner of this interface.
e. Data query interface
The data query interface is as shown in the figure above. In this interface, the classification is temporarily divided into four types of query methods. If you need to add other categories, you can also set it easily. When operating on this interface, you can browse or print after entering the query category and scope.
f. Data printing list