
- 05
- Sep
Valgmetode for automatisk kontrollsystem for rund stålinduksjonsovn
Valgmetode for automatisk kontrollsystem for rund stålinduksjonsovn
1. Utstyrssammensetningen til det automatiske kontrollsystemet:
en. Ett sett LCD-skjerm i industriell kvalitet
b. Et sett med industriell kontrollkonfigurasjonsprogramvare (MCGS -system)
c. Ett sett med programmerbar kontroller (SIEMENS SIMATIC S7-200)
d. Ett monokromatisk infrarødt termometer (Raytek, USA)
e. 1 sett fotoelektriske og nærhetsbrytere (Japan OMRON)
f. Kontrollskap (inkludert utstyr med variabel frekvens), betjeningskonsoll, etc.
2. Funksjonen til det automatiske kontrollsystemet:
en. Stabil og pålitelig temperaturavstengningskontroll, sanntidsinnsamling, registrering og lagring av prosessstyrte data, og tilhørende klassifiseringshenting, forespørsel og utskriftsfunksjoner.
b. Sanntidsdeteksjon av prosesskontrolleffekt; i prosessen med utstyrsoperasjon, sanntidsanalyse og overvåking av oppfølgingsstatusen til diagnostisk utstyr, noe som forårsaker forskjellige unormale situasjoner i kinesiske tegn og lyd- og lysalarmer.
c. Praktisk og rask driftskonvertering (bare bytt “automatisk” og “manuell” bryter på konsollen for å veksle mellom de to. Og i tilstanden automatisk kontroll kan den også delta manuelt i strømforsyningen eller driftshastigheten. Justering. (Justeringsdatasystemet for manuell deltakelse vil bli registrert i sanntid)
d. I henhold til behovene kan den implementere autentiseringsfunksjonen for å angi passordet for operatøren, administrasjonsfunksjonen for produksjonspostforespørselen og utskriftsmyndigheten.
e. Tydelig og brukervennlig brukergrensesnitt, alle typer operasjoner er oversiktlige med et øyeblikk, du trenger ikke å huske kjedelige driftsregler og forskrifter for å komme i gang.
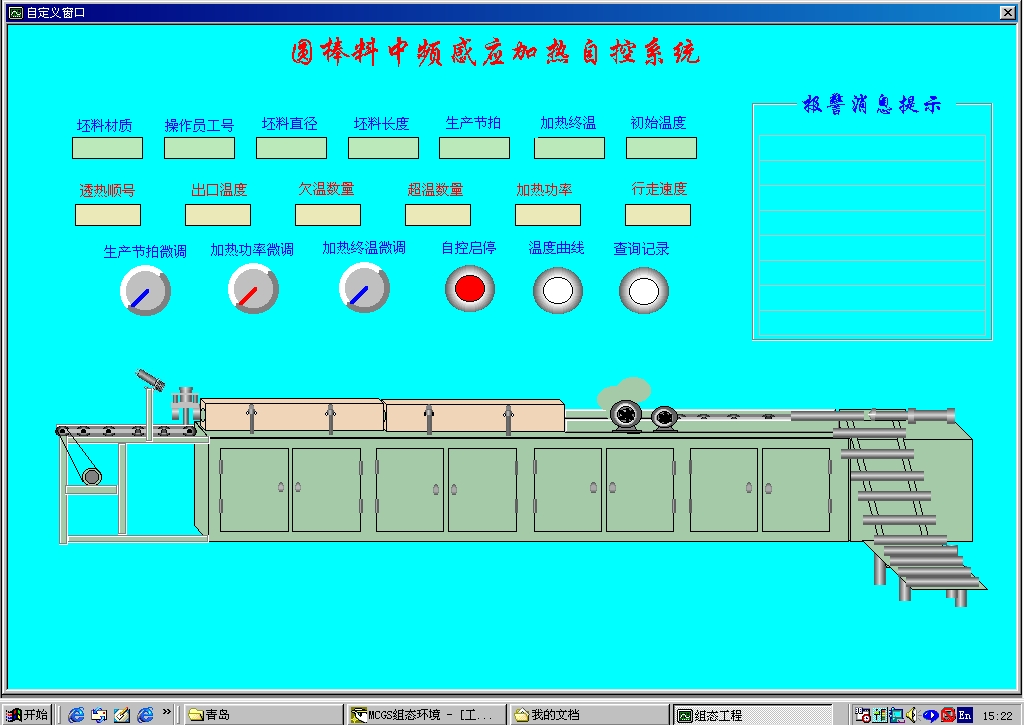
3. Operasjonsgrensesnittet til det automatiske kontrollsystemet:
en. Hovedkontrollgrensesnitt: som vist på figuren ovenfor. I dette grensesnittet kan input av produksjonsdata betjenes via parameterinngangskolonnen i øvre venstre del, og hoveddataene i produksjonsprosessen vises i neste linje i denne operasjonskolonnen. Under produksjonsprosessen kan du også bruke de tre finjusteringsknappene under denne delen til å finjustere produksjonshastigheten, kraften til mellomfrekvensstrømforsyningen og den angitte utløpstemperaturen for å få en bedre varmeeffekt.
Den øvre høyre delen av dette grensesnittet er kinesisk tegnvisning og melding om feil som oppstår under drift av utstyret. Når utstyret er unormalt, blinker det tilhørende utstyrets varsellampe.
De to hvite elektroniske knappene som er angitt i dette grensesnittet, er betjeningsknappene for å gå til “temperaturkurve” -grensesnittet og “dataforespørsel” -grensesnittet. Hvis du vil avslutte kjøringen, klikker du bare på “Avslutt løping” -knappen i nedre høyre hjørne for å gå ut av tilstanden for automatisk kontroll.
b. Temperaturkurve visningsgrensesnitt: I dette grensesnittet vises målingskurven til det infrarøde termometeret for hvert varmt materiale.
c. Datainnsamlingsgrensesnitt:
I dette grensesnittet kan du kontrollere om produksjonsdata samles inn eller ikke, og å angi rollen som dette grensesnittet er ekstremt praktisk for datagjenkjenning og feilsøking under drift av utstyret.
d. Produksjonsdata innspillingsgrensesnitt: Dette grensesnittet er sanntids dataregistrering av produksjonsprosessen. Du kan angi dataforespørgselsgrensesnittet via søkeknappen i nedre høyre hjørne av dette grensesnittet.
e. Datasøkgrensesnitt
Dataspørringsgrensesnittet er som vist i figuren ovenfor. I dette grensesnittet er klassifiseringen midlertidig delt inn i fire typer spørringsmetoder. Hvis du trenger å legge til andre kategorier, kan du også angi det enkelt. Når du bruker dette grensesnittet, kan du bla gjennom eller skrive ut etter at du har angitt søkekategorien og omfanget.
f. Datatrykkliste