
- 05
- Sep
원형 강철 유도 가열로의 자동 제어 시스템 선택 방법
원형 강철 유도 가열로의 자동 제어 시스템 선택 방법
1. 자동 제어 시스템의 장비 구성:
NS. 산업용 LCD 화면 한 세트
NS. 산업용 제어 구성 소프트웨어 세트(MCGS 시스템)
씨. 프로그래머블 컨트롤러 7세트(SIEMENS SIMATIC S200-XNUMX)
NS. 단색 적외선 온도계 XNUMX개(미국 Raytek)
이자형. 광전 및 근접 스위치 1세트(일본 OMRON)
NS. 제어 캐비닛(가변 주파수 구동 장비 포함), 조작 콘솔 등
2. 자동 제어 시스템의 기능:
NS. 안정적이고 신뢰할 수 있는 온도 차단 제어, 프로세스 제어 데이터의 실시간 수집, 기록 및 저장, 해당 분류 검색, 쿼리 및 인쇄 기능.
NS. 공정 제어 효과의 실시간 감지; 장비 작동 과정에서 진단 장비의 후속 상태에 대한 실시간 분석 및 모니터링, 한자로 다양한 이상 상황 안내, 소리 및 빛 경보.
씨. 편리하고 빠른 작동 모드 전환(콘솔의 “자동” 및 “수동” 스위치를 전환하여 둘 사이를 전환합니다. 그리고 자동 제어 작동 상태에서 전원 공급 또는 작동 속도에 수동으로 참여할 수도 있습니다. 조정. (수동 참여를 위한 조정 데이터 시스템은 실시간으로 기록됩니다)
NS. 필요에 따라 운영자의 비밀번호 설정 인증 기능, 생산 기록 조회 관리 기능 및 인쇄 권한을 구현할 수 있습니다.
이자형. 명확하고 친숙한 작동 인터페이스, 모든 종류의 작동이 한 눈에 명확하고 시작하기 위해 지루한 작동 규칙과 규정을 외울 필요가 없습니다.
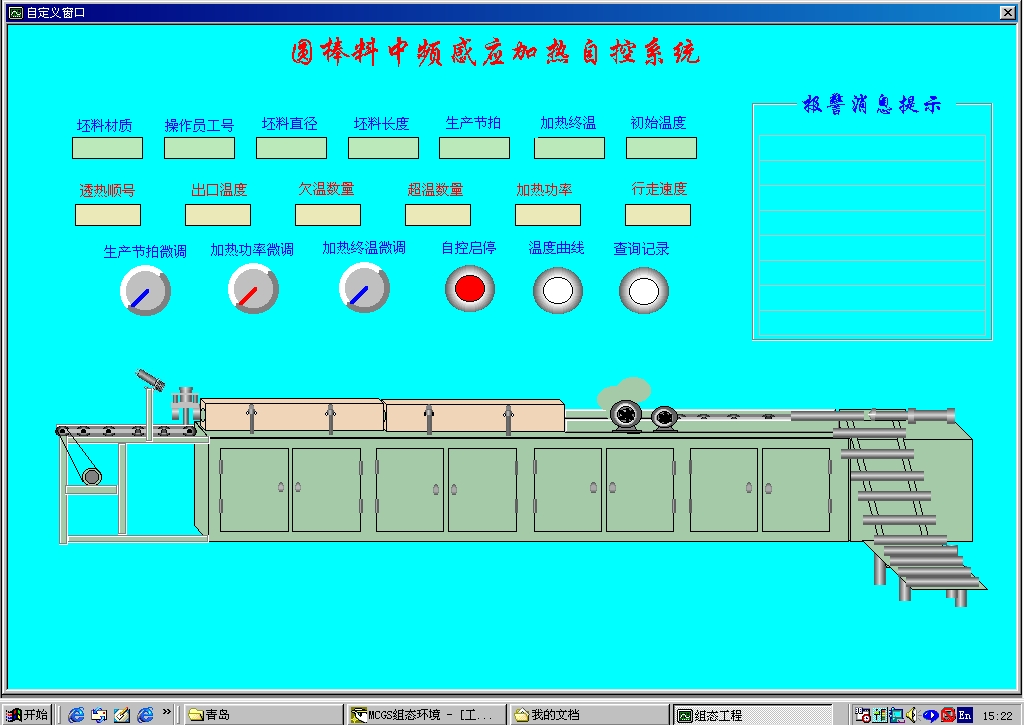
3. 자동 제어 시스템의 조작 인터페이스:
NS. 주 제어 인터페이스: 위의 그림과 같이. 이 인터페이스에서 생산 데이터의 입력은 왼쪽 상단의 매개변수 입력 열을 통해 조작할 수 있으며 생산 공정의 주요 데이터는 이 조작 열의 다음 줄에 표시됩니다. 생산 과정에서 이 섹션 아래에 있는 XNUMX개의 미세 조정 노브를 사용하여 생산 비트, 중간 주파수 전원 공급 장치의 전력 및 설정된 콘센트 온도를 미세 조정하여 더 나은 가열 효과를 얻을 수도 있습니다.
이 인터페이스의 오른쪽 상단 부분은 한자 표시이며 장비 작동 중 발생하는 오류에 대한 프롬프트입니다. 장비가 비정상인 경우 해당 장비 경고등이 깜박입니다.
이 인터페이스에 설정된 두 개의 흰색 전자 버튼은 “온도 곡선” 인터페이스와 “데이터 쿼리” 인터페이스로 이동하는 조작 버튼입니다. 실행을 종료하려면 오른쪽 하단 모서리에 있는 “실행 종료” 버튼을 클릭하여 자동 제어 실행 상태를 종료합니다.
NS. 온도 곡선 표시 인터페이스: 이 인터페이스에는 각 뜨거운 재료에 대한 적외선 온도계의 측정 곡선이 표시됩니다.
씨. 데이터 수집 인터페이스:
이 인터페이스에서 생산 데이터 수집 여부를 제어할 수 있으며 이 인터페이스의 역할을 설정하면 장비 작동 중 데이터 감지 및 디버깅에 매우 편리합니다.
NS. 생산 데이터 기록 인터페이스: 이 인터페이스는 생산 공정의 실시간 데이터 기록입니다. 이 인터페이스의 오른쪽 하단 모서리에 있는 쿼리 버튼을 통해 데이터 쿼리 인터페이스로 들어갈 수 있습니다.
이자형. 데이터 쿼리 인터페이스
데이터 쿼리 인터페이스는 위 그림과 같습니다. 이 인터페이스에서 분류는 일시적으로 네 가지 유형의 쿼리 방법으로 나뉩니다. 다른 카테고리를 추가해야 하는 경우에도 쉽게 설정할 수 있습니다. 이 인터페이스에서 작업할 때 쿼리 범주 및 범위를 입력한 후 찾아보거나 인쇄할 수 있습니다.
NS. 데이터 인쇄 목록