
- 05
- Sep
Pyöreän teräksen induktiokuumennusuunin automaattisen ohjausjärjestelmän valinta
Pyöreän teräksen induktiokuumennusuunin automaattisen ohjausjärjestelmän valinta
1. Automaattisen ohjausjärjestelmän laitteistokoostumus:
a. Yksi sarja teollisuusluokan LCD-näyttöä
b. Joukko teollisen ohjauksen konfigurointiohjelmistoja (MCGS -järjestelmä)
c. Yksi sarja ohjelmoitavaa ohjainta (SIEMENS SIMATIC S7-200)
d. Yksi yksivärinen infrapunalämpömittari (Raytek, USA)
e. 1 sarja valosähköisiä ja läheisyyskytkimiä (Japani OMRON)
f. Ohjauskaappi (mukaan lukien taajuusmuuttajalaitteet), käyttökonsoli jne.
2. Automaattisen ohjausjärjestelmän toiminta:
a. Vakaa ja luotettava lämpötilan sammutuksen ohjaus, prosessiohjattujen tietojen reaaliaikainen keruu, tallennus ja tallennus sekä vastaavat luokituksen haku-, kysely- ja tulostustoiminnot.
b. Reaaliaikainen prosessin ohjausvaikutuksen havaitseminen; laitteiden käytön aikana, diagnostiikkalaitteiden seurannan tilan reaaliaikainen analysointi ja seuranta, erilaisten kiinalaisten merkkien epänormaalien tilanteiden herättäminen sekä ääni- ja valohälytykset.
c. Kätevä ja nopea toimintatavan muuntaminen (vaihda vain konsoleista ”automaattinen” ja “manuaalinen” -kytkin vaihtaaksesi näiden kahden välillä. Ja automaattisessa ohjaustilassa se voi myös osallistua manuaalisesti virransyöttöön tai käyttönopeuteen. (Manuaalisen osallistumisen säätötietojärjestelmä tallennetaan reaaliajassa)
d. Tarpeiden mukaan se voi toteuttaa todennustoiminnon, jossa asetetaan käyttäjän salasana, tuotantotietueen kyselyhallintatoiminto ja tulostusviranomainen.
e. Selkeä ja ystävällinen käyttöliittymä, kaikenlaiset toiminnot ovat selkeitä yhdellä silmäyksellä, sinun ei tarvitse muistaa tylsiä käyttösääntöjä ja määräyksiä aloittaaksesi.
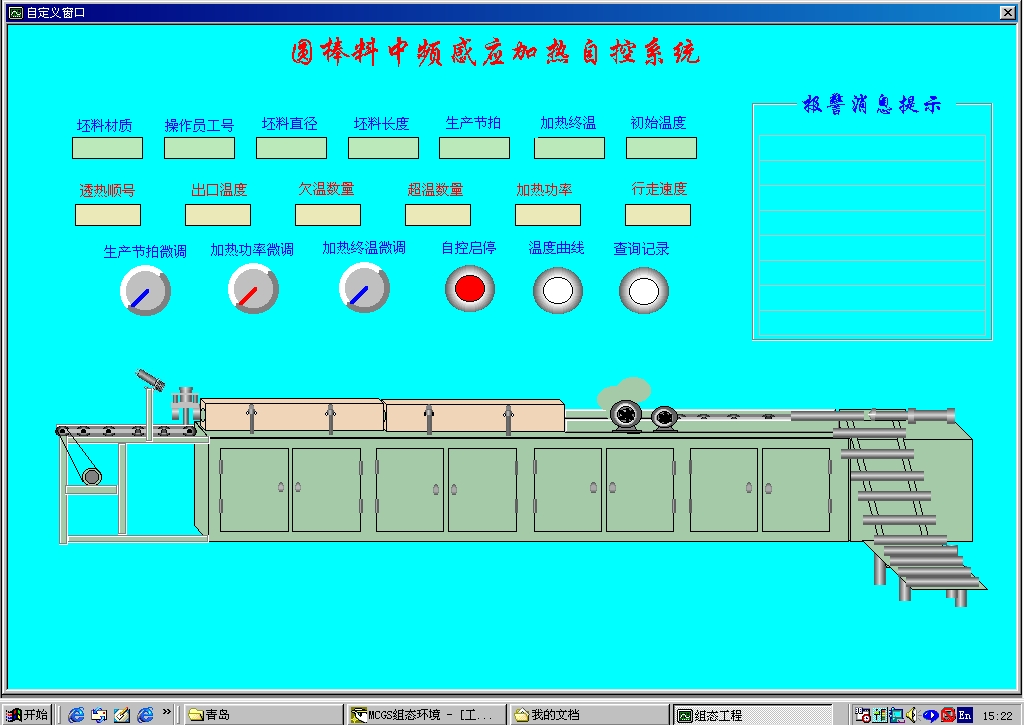
3. Automaattisen ohjausjärjestelmän käyttöliittymä:
a. Pääohjausliitäntä: kuten yllä olevassa kuvassa. Tässä käyttöliittymässä tuotantotietojen syöttöä voidaan käyttää vasemmassa yläkulmassa olevan parametritulon sarakkeen kautta, ja tuotantoprosessin päätiedot näkyvät tämän toimintosarakkeen seuraavalla rivillä. Tuotantoprosessin aikana voit myös hienosäätää tuotantotahtia, välitaajuisen virtalähteen tehoa ja asetettua lähtölämpötilaa hienosäätääksesi tämän osan alla olevia kolmea hienosäätöpainiketta.
Tämän käyttöliittymän oikeassa yläkulmassa on kiinalainen merkkinäyttö ja kehote laitteen käytön aikana ilmenevistä vikoista. Kun laite on epänormaali, vastaavan laitteen varoitusvalo vilkkuu.
Tässä käyttöliittymässä asetetut kaksi valkoista elektronista painiketta ovat toimintopainikkeita siirtyäksesi “lämpökäyrä” -liittymään ja “datakysely” -liittymään. Jos haluat lopettaa käynnin, napsauta oikeassa alakulmassa olevaa “Lopeta käynnissä” -painiketta poistuaksesi automaattisen ohjauksen käyttötilasta.
b. Lämpötilakäyrän näyttörajapinta: Tässä käyttöliittymässä näytetään kunkin kuuman materiaalin infrapunalämpömittarin mittauskäyrä.
c. Tiedonkeruuliitäntä:
Tässä käyttöliittymässä voit hallita, kerätäänkö tuotantotietoja vai ei, ja tämän käyttöliittymän roolin asettaminen on erittäin kätevää tietojen havaitsemiseen ja virheenkorjaukseen laitteen käytön aikana.
d. Tuotantotietojen tallennusrajapinta: Tämä käyttöliittymä on tuotantoprosessin reaaliaikainen tietue. Voit siirtyä datakyselyrajapintaan tämän käyttöliittymän oikeassa alakulmassa olevan kyselypainikkeen kautta.
e. Tietojen kyselyrajapinta
Tietojen kyselyrajapinta on yllä olevan kuvan mukainen. Tässä käyttöliittymässä luokitus on tilapäisesti jaettu neljään kyselymenetelmätyyppiin. Jos haluat lisätä muita luokkia, voit myös asettaa sen helposti. Kun käytät tätä käyttöliittymää, voit selata tai tulostaa kyselyluokan ja laajuuden syöttämisen jälkeen.
f. Tietojen tulostusluettelo