- 29
- Aug
Üfüqi və davamlı təkan tipli induksiya qızdırıcısının prinsipi
Üfüqi və davamlı təkan növü prinsipi induksiyalı istilik sobası
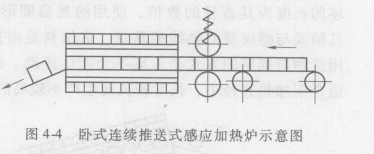
Şəkil 4-4 üfüqi və davamlı təkan tipli induksiyalı qızdırıcı sobanın sxematik diaqramıdır. Blanklar ardıcıl olaraq deyil, davamlı olaraq qidalanır və boşaldılır. İndüktörün qidalanma ucunun qarşısında bir bələdçi çarx və konveyer kəmər cihazı ilə təchiz olunmuşdur ki, boşluq davamlı olaraq lazımi istilik temperaturuna çatmaq üçün induktordan keçir. Material endüktörün digər ucundan boşaldılır və qidalanma və boşalma sürəti induksiya ilə isitmə üçün tələb olunan qızdırma müddətinə və istehsal sürətinə görə hesablanır və müəyyən edilir. Bu təkan tipli qidalanma üsulu daha kiçik diametrli blankların qızdırılması üçün uyğundur, ümumiyyətlə boşluq diametri 70 mm-dən azdır. Blankın diametri daha böyük olduqda, bələdçi rels blankı itələmək prosesində daha böyük köhnəlir və onun xidmət müddəti daha qısa olur. Digər tərəfdən, bu təkan tipli qidalanma üsulunda, blanklar bir-bir induktordan itələndiyi üçün, blankların qızdırma temperaturu yüksək olduqda, bəzən blanklarla blanklar arasında yapışma baş verir. Boşluğun uzunluğu 500 mm-dən çox olduqda və induktorda yerləşdirilən blankların sayı 2-3 ədəddən çox olmadıqda, soyuq blankın induktora itələnməsi induktorun tələb etdiyi gücü artıracaq, bu da ara məhsulun işi üçün faydalıdır. tezlikli enerji təchizatı əlverişsizdir. Blank bir müddət qızdırmaq üçün induktora daxil olduqdan sonra blankın maqnitliyi yox olur, induktorun tələb etdiyi güc azalır və avadanlığın enerjidən istifadə əmsalı azalır. Döymə və ştamplama emalatxanalarında kəsmə üçün adətən mexaniki qayçı istifadə olunur. Kəsmə bıçağının aşınması səbəbindən iş parçasının kəsilməsi flaşla meyl edir və kəsmə prosesində bəzi blanklar əyilir. Belə boşluqlar təkan tipindən istifadə edir Blankanın qidalanma üsulu induktordan keçir. İndüktörün uzunluğu böyük olmasa belə, ilişib qala bilər və qəzaya səbəb ola bilər. İndüktörün uzunluğu 2 m-dən çox olduqda, kəsmə keyfiyyətinin aşağı olması səbəbindən pürüzlülük daha çox yapışdırılır. Bu təkan tipli induksiya isitmə metodunun başqa bir böyük çatışmazlığı var. Maşın birdən dayandıqda, bütün boşluqlar induktorda qalır və müəyyən müddətdən sonra yenidən işə salınır. Blankların bəziləri kifayət qədər isitmə vaxtı olmadığı üçün çox gecdir. İsti olanda emal edilə bilməz, soyuduqdan sonra yenidən qızdırın. Döymə avadanlığı düzəldildikdə, blankın bir hissəsi emal edilə bilməz. Bu çatışmazlıqlar uzun induktorlar üçün daha aydın görünür.