- 29
- Aug
Princip horizontalne i kontinuirane indukcijske peći za grijanje
Princip horizontalnog i kontinuiranog potiskivanja indukcijska peć za grijanje
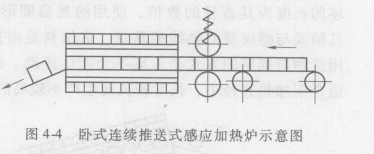
Slika 4-4 je shematski dijagram horizontalne i kontinuirane indukcijske peći za grijanje. Slepci se ne unose uzastopno, već kontinuirano dovode i ispuštaju. Ispred dovodnog kraja induktora je opremljen točkom za vođenje i uređajem za transportnu traku, tako da blank kontinuirano prolazi kroz induktor da bi postigao potrebnu temperaturu zagrijavanja. Materijal se ispušta s drugog kraja induktora, a brzina dovoda i pražnjenja se izračunava i određuje prema vremenu zagrijavanja potrebnom za indukcijsko grijanje i brzini proizvodnje. Ova metoda potisnog unosa je pogodna za zagrijavanje blanka manjeg prečnika, uglavnom je prečnik blanka manji od 70 mm. Kada je prečnik blanka veći, vodilica se više haba u procesu guranja blanka, a njen životni vek je kraći. S druge strane, u ovoj metodi potisnog hranjenja, pošto se blankovi guraju kroz induktor jedan po jedan, kada je temperatura zagrevanja blanka visoka, ponekad dolazi do adhezije između blanka i blanka. Kada dužina blanka pređe 500 mm, a broj blankova postavljenih u induktor ne prelazi 2 do 3 komada, guranjem hladnog blanka u induktor povećaće se snaga potrebna za induktor, što je korisno za rad međuproizvoda. frekvencijsko napajanje je nepovoljno. Nakon što blanko uđe u induktor radi zagrijavanja neko vrijeme, magnetizam blanka nestaje, snaga potrebna induktoru se smanjuje, a faktor iskorištenja snage opreme se smanjuje. U radionicama kovanja i štancanja za rezanje se obično koriste mehaničke škare. Zbog abrazije noža za sečenje, rez blanka je nagnut uz bljesak, a neki delovi se savijaju tokom procesa rezanja. Takvi blankovi koriste potisni tip. Metoda hranjenja blanka prolazi kroz induktor. Čak i ako dužina induktora nije velika, može se zaglaviti i uzrokovati nesreću. Kada je dužina induktora veća od 2 m, veća je vjerovatnoća da će se hrapavost zaglaviti zbog loše kvalitete rezanja. Ova metoda indukcijskog grijanja potisnim tipom ima još jedan veliki nedostatak. Kada se mašina iznenada zaustavi, svi praznini ostaju u induktoru i ponovo se pokreću nakon određenog vremenskog perioda. Neki od praznina kasne zbog nedovoljnog vremena zagrevanja. Ne može se obraditi kada je vruće, a zagrijati nakon što se ohladi. Kada je oprema za kovanje podešena, dio zalogaja se ne može obraditi. Ovi nedostaci su očigledniji kod dugih induktora.