- 29
- Aug
ಸಮತಲ ಮತ್ತು ನಿರಂತರ ಪುಶ್ ಪ್ರಕಾರದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಕುಲುಮೆಯ ತತ್ವ
ಸಮತಲ ಮತ್ತು ನಿರಂತರ ಪುಶ್ ಪ್ರಕಾರದ ತತ್ವ ಇಂಡಕ್ಷನ್ ತಾಪನ ಕುಲುಮೆ
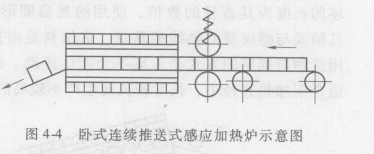
ಚಿತ್ರ 4-4 ಸಮತಲ ಮತ್ತು ನಿರಂತರ ಪುಶ್ ಪ್ರಕಾರದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಕುಲುಮೆಯ ಸ್ಕೀಮ್ಯಾಟಿಕ್ ರೇಖಾಚಿತ್ರವಾಗಿದೆ. ಖಾಲಿ ಜಾಗಗಳನ್ನು ಅನುಕ್ರಮವಾಗಿ ನೀಡಲಾಗುವುದಿಲ್ಲ ಆದರೆ ನಿರಂತರವಾಗಿ ಆಹಾರ ಮತ್ತು ಬಿಡುಗಡೆ ಮಾಡಲಾಗುತ್ತದೆ. ಇಂಡಕ್ಟರ್ನ ಫೀಡ್ ಅಂತ್ಯದ ಮುಂಭಾಗದಲ್ಲಿ ಮಾರ್ಗದರ್ಶಿ ಚಕ್ರ ಮತ್ತು ಕನ್ವೇಯರ್ ಬೆಲ್ಟ್ ಸಾಧನವನ್ನು ಅಳವಡಿಸಲಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಖಾಲಿ ನಿರಂತರವಾಗಿ ಅಗತ್ಯವಾದ ತಾಪನ ತಾಪಮಾನವನ್ನು ತಲುಪಲು ಇಂಡಕ್ಟರ್ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ. ಇಂಡಕ್ಟರ್ನ ಇನ್ನೊಂದು ತುದಿಯಿಂದ ವಸ್ತುವನ್ನು ಹೊರಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಇಂಡಕ್ಷನ್ ತಾಪನ ಮತ್ತು ಉತ್ಪಾದನಾ ದರಕ್ಕೆ ಅಗತ್ಯವಾದ ತಾಪನ ಸಮಯಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಆಹಾರ ಮತ್ತು ವಿಸರ್ಜನೆಯ ವೇಗವನ್ನು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಈ ಪುಶ್-ಟೈಪ್ ಫೀಡಿಂಗ್ ವಿಧಾನವು ಸಣ್ಣ ವ್ಯಾಸದ ಖಾಲಿ ಜಾಗಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಸೂಕ್ತವಾಗಿದೆ, ಸಾಮಾನ್ಯವಾಗಿ ಖಾಲಿ ವ್ಯಾಸವು 70mm ಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ. ಖಾಲಿಯ ವ್ಯಾಸವು ದೊಡ್ಡದಾದಾಗ, ಖಾಲಿ ತಳ್ಳುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮಾರ್ಗದರ್ಶಿ ರೈಲು ದೊಡ್ಡದಾಗಿ ಧರಿಸುತ್ತದೆ ಮತ್ತು ಅದರ ಸೇವಾ ಜೀವನವು ಚಿಕ್ಕದಾಗಿದೆ. ಮತ್ತೊಂದೆಡೆ, ಈ ಪುಶ್-ಟೈಪ್ ಫೀಡಿಂಗ್ ವಿಧಾನದಲ್ಲಿ, ಖಾಲಿ ಜಾಗಗಳನ್ನು ಒಂದೊಂದಾಗಿ ಇಂಡಕ್ಟರ್ ಮೂಲಕ ತಳ್ಳಲಾಗುತ್ತದೆ, ಖಾಲಿ ಜಾಗಗಳ ತಾಪನ ತಾಪಮಾನವು ಹೆಚ್ಚಾದಾಗ, ಖಾಲಿ ಜಾಗಗಳು ಮತ್ತು ಖಾಲಿ ಜಾಗಗಳ ನಡುವೆ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯು ಕೆಲವೊಮ್ಮೆ ಸಂಭವಿಸುತ್ತದೆ. ಖಾಲಿ ಉದ್ದವು 500 ಮಿಮೀ ಮೀರಿದಾಗ ಮತ್ತು ಇಂಡಕ್ಟರ್ನಲ್ಲಿ ಇರಿಸಲಾದ ಖಾಲಿ ಸಂಖ್ಯೆಗಳು 2 ರಿಂದ 3 ತುಣುಕುಗಳನ್ನು ಮೀರದಿದ್ದಾಗ, ಕೋಲ್ಡ್ ಬ್ಲಾಂಕ್ ಅನ್ನು ಇಂಡಕ್ಟರ್ಗೆ ತಳ್ಳುವುದು ಇಂಡಕ್ಟರ್ಗೆ ಅಗತ್ಯವಿರುವ ಶಕ್ತಿಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಇದು ಮಧ್ಯಂತರ ಕೆಲಸಕ್ಕೆ ಉಪಯುಕ್ತವಾಗಿದೆ. ಆವರ್ತನ ವಿದ್ಯುತ್ ಸರಬರಾಜು ಪ್ರತಿಕೂಲವಾಗಿದೆ. ಸಮಯದವರೆಗೆ ಬಿಸಿಮಾಡಲು ಖಾಲಿ ಇಂಡಕ್ಟರ್ ಅನ್ನು ಪ್ರವೇಶಿಸಿದ ನಂತರ, ಖಾಲಿಯ ಕಾಂತೀಯತೆಯು ಕಣ್ಮರೆಯಾಗುತ್ತದೆ, ಇಂಡಕ್ಟರ್ಗೆ ಅಗತ್ಯವಿರುವ ಶಕ್ತಿಯು ಕಡಿಮೆಯಾಗುತ್ತದೆ ಮತ್ತು ಉಪಕರಣದ ವಿದ್ಯುತ್ ಬಳಕೆಯ ಅಂಶವು ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಮುನ್ನುಗ್ಗುವಿಕೆ ಮತ್ತು ಸ್ಟಾಂಪಿಂಗ್ ಕಾರ್ಯಾಗಾರಗಳಲ್ಲಿ, ಯಾಂತ್ರಿಕ ಕತ್ತರಿಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಕತ್ತರಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಕತ್ತರಿಸುವ ಬ್ಲೇಡ್ನ ಸವೆತದಿಂದಾಗಿ, ಖಾಲಿಯ ಕಟ್ ಫ್ಲ್ಯಾಷ್ನೊಂದಿಗೆ ಒಲವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ಕತ್ತರಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕೆಲವು ಖಾಲಿ ಜಾಗಗಳು ಬಾಗುತ್ತದೆ. ಅಂತಹ ಖಾಲಿ ಜಾಗಗಳು ಪುಶ್-ಟೈಪ್ ಅನ್ನು ಬಳಸುತ್ತವೆ ಖಾಲಿ ಆಹಾರದ ವಿಧಾನವು ಇಂಡಕ್ಟರ್ ಮೂಲಕ ಹಾದುಹೋಗುತ್ತದೆ. ಇಂಡಕ್ಟರ್ನ ಉದ್ದವು ದೊಡ್ಡದಾಗಿಲ್ಲದಿದ್ದರೂ, ಅದು ಅಂಟಿಕೊಂಡಿರಬಹುದು ಮತ್ತು ಅಪಘಾತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ಇಂಡಕ್ಟರ್ನ ಉದ್ದವು 2 ಮೀ ಮೀರಿದಾಗ, ಕಳಪೆ ಕತ್ತರಿಸುವ ಗುಣಮಟ್ಟದಿಂದಾಗಿ ಒರಟುತನವು ಅಂಟಿಕೊಂಡಿರುವ ಸಾಧ್ಯತೆಯಿದೆ. ಈ ಪುಶ್-ಟೈಪ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ವಿಧಾನವು ಮತ್ತೊಂದು ಪ್ರಮುಖ ಅನನುಕೂಲತೆಯನ್ನು ಹೊಂದಿದೆ. ಯಂತ್ರವು ಇದ್ದಕ್ಕಿದ್ದಂತೆ ನಿಂತಾಗ, ಎಲ್ಲಾ ಖಾಲಿ ಜಾಗಗಳು ಇಂಡಕ್ಟರ್ನಲ್ಲಿ ಉಳಿಯುತ್ತವೆ ಮತ್ತು ಸ್ವಲ್ಪ ಸಮಯದ ನಂತರ ಮರುಪ್ರಾರಂಭಿಸುತ್ತವೆ. ಸಾಕಷ್ಟು ತಾಪನ ಸಮಯದ ಕಾರಣದಿಂದಾಗಿ ಕೆಲವು ಖಾಲಿ ಜಾಗಗಳು ತುಂಬಾ ತಡವಾಗಿವೆ. ಬಿಸಿಯಾಗಿರುವಾಗ ಅದನ್ನು ಸಂಸ್ಕರಿಸಲಾಗುವುದಿಲ್ಲ ಮತ್ತು ತಣ್ಣಗಾದ ನಂತರ ಮತ್ತೆ ಬಿಸಿ ಮಾಡಿ. ಮುನ್ನುಗ್ಗುವ ಉಪಕರಣವನ್ನು ಸರಿಹೊಂದಿಸಿದಾಗ, ಖಾಲಿ ಭಾಗವನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲಾಗುವುದಿಲ್ಲ. ದೀರ್ಘ ಇಂಡಕ್ಟರ್ಗಳಿಗೆ ಈ ನ್ಯೂನತೆಗಳು ಹೆಚ್ಚು ಸ್ಪಷ್ಟವಾಗಿವೆ.