- 29
- Aug
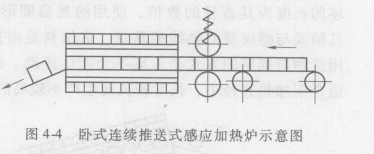
Принцип горизонтальной и непрерывной индукционной нагревательной печи толкающего типа
Принцип горизонтального и непрерывного толкающего типа печь индукционного нагрева
Рис. 4-4 представляет собой принципиальную схему горизонтальной и непрерывной печи индукционного нагрева толкающего типа. Заготовки подаются не последовательно, а непрерывно подаются и выгружаются. Перед загрузочным концом индуктор оснащен направляющим колесом и ленточным транспортером, благодаря чему заготовка непрерывно проходит через индуктор для достижения необходимой температуры нагрева. Материал выгружается с другого конца индуктора, а скорость подачи и выгрузки рассчитывается и определяется в зависимости от времени нагрева, необходимого для индукционного нагрева, и производительности. Этот метод подачи толкающего типа подходит для нагрева заготовок меньшего диаметра, обычно диаметр заготовки составляет менее 70 мм. Чем больше диаметр заготовки, тем сильнее изнашивается направляющая в процессе толкания заготовки, и срок ее службы короче. С другой стороны, при этом способе подачи толкающего типа, поскольку заготовки проталкиваются через индуктор одну за другой, когда температура нагрева заготовок высока, иногда происходит слипание между заготовками и заготовками. Когда длина заготовки превышает 500 мм, а количество заготовок, помещаемых в индуктор, не превышает 2-3 штук, вдавливание в индуктор холодной заготовки увеличит требуемую мощность индуктора, что полезно для работы промежуточного звена. частота питания Неблагоприятна. После того, как заготовка попадает в индуктор для нагрева в течение определенного периода времени, магнетизм заготовки исчезает, мощность, требуемая индуктором, уменьшается, а коэффициент использования мощности оборудования снижается. В кузнечно-штамповочных мастерских для резки обычно применяют механические ножницы. Из-за истирания режущего лезвия срез заготовки имеет наклон с облоем, а некоторые заготовки в процессе резки искривляются. Такие заготовки используют нажимного типа. Способ подачи заготовки проходит через индуктор. Даже если длина катушки индуктивности невелика, она может застрять и стать причиной аварии. Когда длина индуктора превышает 2 м, шероховатость с большей вероятностью застревает из-за плохого качества резки. Этот метод индукционного нагрева толкающего типа имеет еще один существенный недостаток. Когда машина внезапно останавливается, все заготовки остаются в индукторе и через некоторое время перезапускаются. Некоторые заготовки слишком опаздывают из-за недостаточного времени нагрева. Его нельзя обрабатывать, когда он горячий, и разогревать после остывания. При настройке кузнечного оборудования часть заготовки не может быть обработана. Эти недостатки более очевидны для длинных катушек индуктивности.